Elektromos hegesztés kezdőknek: a hegesztési munka árnyalatai és a fő hibák elemzése
Egy lakás, és különösen egy magánház rendszeres karbantartást és javítást igényel.Az otthoni ezermesternek általánosnak kell lennie, sokféle feladat elvégzésére képesnek kell lennie. Ezért a mesterek a lehető legtöbb technológiát szeretnék elsajátítani.
Az egyik legigényesebb készség a hegesztési munka elvégzésének képessége. A gyakorlat azt mutatja, hogy az elektromos hegesztés a kezdők számára a legmegfelelőbb - a technológia egyszerű és mindenki számára elérhető, aki meg akarja tanulni a használatát. Mielőtt elkezdené elsajátítani a módszert, meg kell ismerkednie a kérdés elméleti vonatkozásaival, nem értesz egyet?
Minden szükséges információt részletesen ismertetünk cikkünkben. Leírtuk az elektromos hegesztés működési elvét, és jeleztük, hogy melyik eszközt a legjobb választani az otthoni munkához. Ezenkívül a cikk lépésről lépésre bemutatja az alkatrészek hegesztési technológiáját, a varratok készítésének módszereit, valamint felsorolja az ízületek lehetséges hibáit.
A cikk tartalma:
Mi az elektromos hegesztés?
Az elektromos hegesztési módok egyike, amikor elektromos ívet használnak fémek melegítésére, majd olvasztására. Ez utóbbi hőmérséklete eléri a 7000°C-ot, ami jóval magasabb, mint a legtöbb fém olvadáspontja.
Az elektromos hegesztési folyamat a következőképpen történik. Az elektromos ív kialakításához és fenntartásához áramot vezetnek a hegesztőkészülékből az elektródába.

Amikor az elektróda rúd hozzáér a hegesztendő felülethez, hegesztőáram folyik. Hatására és az elektromos ív hatására az elektróda és a hegesztendő elemek fémélei olvadni kezdenek. Az olvadékból, ahogy a hegesztők mondják, egy hegesztőmedence keletkezik, amelyben az olvadt elektródát összekeverik az alapfémmel.
Az olvadt salak a fürdő felületére úszik, amely védőfóliát képez. Az ív kikapcsolása után a fém fokozatosan lehűl, és vízkővel borított varrást képez. Miután az anyag teljesen lehűlt, le kell tisztítani.
A hegesztéshez nem fogyó és fogyó elektródák használhatók. Az első esetben töltőhuzalt vezetnek be az olvadékba, hogy hegesztési varratot képezzenek, a második esetben erre nincs szükség. Az elektromos ív kialakításához és ezt követő fenntartásához speciális berendezéseket használnak.
A munkák széles körének elvégzéséhez a háztartási körülmények között végzett hegesztés terén szerzett jártasság szükséges:
Mit kell hegeszteni otthon?
A munka elvégzéséhez először egy hegesztőgépre lesz szüksége. Több fajta is létezik belőle.
Döntsük el, melyiket részesítjük előnyben.
- Hegesztő generátor. Megkülönböztető jellemzője az elektromos energia előállításának és ív létrehozásának képessége. Hasznos lesz ott, ahol nincs aktuális forrás. Lenyűgöző méretei vannak, így nem túl kényelmes a használata.
- Hegesztő transzformátor. A készülék a hálózatról táplált váltakozó feszültséget eltérő frekvenciájú váltakozó feszültséggé alakítja, amely a hegesztéshez szükséges. A készülékek könnyen kezelhetők, de jelentős méretekkel rendelkeznek, és negatívan reagálnak a hálózati feszültség esetleges túlfeszültségeire.
- Hegesztő egyenirányító. Olyan eszköz, amely a hálózatról táplált feszültséget elektromos ív kialakításához szükséges egyenárammá alakítja. Kompaktak és rendkívül hatékonyak.
Otthoni munkához előnyösebb az inverteres egyenirányító. Ezeket általában egyszerűen invertereknek nevezik. A berendezés nagyon kompakt méretekkel rendelkezik. Munka közben vállra akasztják. A készülék működési elve meglehetősen egyszerű.
A nagyfrekvenciás áramot egyenárammá alakítja. Az ilyen típusú árammal végzett munka biztosítja a legjobb minőségű hegesztést.

Az inverterek gazdaságosak és háztartási hálózatról működnek. Ezen túlmenően, kezdőknek jobb velük dolgozni. Rendkívül könnyen használhatóak és stabil ívet biztosítanak.
Az inverterek hátrányai közé tartozik a többi eszközhöz képest magasabb költség, a porra, nedvességre és túlfeszültségre való érzékenység. Az otthoni hegesztéshez inverter kiválasztásakor ügyeljen a hegesztőáram-értékek tartományára. A minimális érték 160-200 A.
A berendezés további funkciói megkönnyíthetik az újoncok munkáját.
Ezek közül a kellemes „bónuszok” közül érdemes megjegyezni:
- Hot Start - ami a hegesztési ív meggyújtásának pillanatában betáplált kezdeti áramerősség növekedését jelenti. Ez sokkal könnyebbé teszi az ív aktiválását.
- Tapadásgátló — automatikusan csökkenti a hegesztőáramot, ha az elektróda rúd elakad. Ez megkönnyíti a lehúzást.
- Arc Force - növeli a hegesztőáramot, ha az elektródát túl gyorsan hozzák a munkadarabhoz. Ebben az esetben ragadás nem következik be.
Bármilyen típusú hegesztőgépen kívül elektródákra lesz szüksége. A legjobb, ha a márkát egy speciális táblázat segítségével választják ki, amely jelzi a hegesztendő anyag típusát.
Szükséged lesz egy hegesztősisakra is. A legjobb az, amelyik a fejen megy. A kézben tartandó modellek rendkívül kényelmetlenek.

A maszk lehet egy egyszerű színezett üveg vagy egy úgynevezett „kaméleon”. Az utóbbi lehetőség előnyösebb, mivel ív megjelenésekor az üveg automatikusan elsötétül.
Csak speciális ruházatban kell dolgozni, amely véd a fröccsenéstől és az ultraibolya sugárzástól. Ez lehet vastag pamut overall, csizma vagy magas csizma, vászon vagy gumírozott kesztyű.
Cikk neked: 10 legjobb maszk hegesztők számára: vélemény, fotó, ár. A TOP 10 legjobb hegesztőelektróda.
Elektromos hegesztési technológia
Jobb, ha megtanulja, hogyan kell megfelelően hegeszteni az alkatrészeket elektromos hegesztéssel tapasztalt hegesztők irányítása alatt. Ha valamilyen oknál fogva ez nem működik, kipróbálhatja saját maga. Először is megfelelően meg kell szerveznie a munkahelyét. Ez nagyon fontos, mivel a hegesztés magas hőmérsékletű, ezért tűzveszélyes folyamat.
A munkához munkapadot vagy bármilyen más, nem éghető anyagból készült alapot kell választania. A fából készült asztalok és hasonló termékek szigorúan tilosak. Javasoljuk, hogy a hegesztési hely közelében ne legyenek gyúlékony tárgyak.
Ügyeljen arra, hogy a közelébe helyezzen egy vödör vizet, hogy elkerülje az esetleges tüzeket. Ezenkívül meg kell határoznia egy biztonságos helyet, ahol a használt elektródák maradványait tárolják. Még a legkisebb is tüzet okozhat.

Az első független varratokhoz elő kell készítenie egy felesleges fémdarabot, és ki kell választania az elektródákat. A szakemberek ilyen esetekben 3 mm-es rudak használatát javasolják. A kisebb átmérőt vékony lemezek hegesztésére használják, amelyekből nem lehet tanulni. A nagyobb átmérőjű elektródák nagy teljesítményű berendezést igényelnek.
Kezdjük azzal, hogy lecsupaszítjuk a fém területét, ahol a varrás található. Nem lehet rozsda vagy bármilyen szennyeződés.
Az alkatrész előkészítése után vegye az elektródát és helyezze be a hegesztőgép bilincsébe. Ezután vesszük a „földelő” bilincset, és erősen rögzítjük az alkatrészhez. Ellenőrizzük újra a kábelt. A tartóba kell bedugni és jól szigetelni.
Most ki kell választania a hegesztőgép üzemi áramerősségét. Az elektróda átmérője szerint van kiválasztva. A kiválasztott teljesítményt a hegesztőberendezés paneljén állítjuk be.
A következő lépés az ív meggyújtása. Ehhez az elektródát körülbelül 60°-os szögben az alkatrészhez kell vinnie, és nagyon lassan mozgatnia kell az alap mentén. Szikráknak kell megjelenniük. Amint ez megtörténik, enyhén érintse meg az alkatrészt az elektródával, és azonnal emelje fel 5 mm-nél nem magasabb magasságba.

Ebben a pillanatban egy ív villog, amelyet a teljes művelet során fenn kell tartani. Hossza 3-5 mm legyen. Ez az elektróda vége és a munkadarab közötti távolság.
Amikor az ívet működőképes állapotban tartja, emlékeznie kell arra, hogy működés közben az elektróda kiég és rövidül. Ha az elektróda túl közel kerül a munkadarabhoz, beragadhat. Ebben az esetben kissé oldalra kell billenteni. Előfordulhat, hogy az ív nem gyullad ki az első alkalommal. Lehet, hogy nincs elég áram, akkor növelni kell.
Miután a kezdő hegesztő megtanulta meggyújtani az ívet és működőképes állapotban tartani, megkezdheti a gyöngy hegesztését. Az összes művelet közül ez a legegyszerűbb.Meggyújtjuk az ívet, és elkezdjük nagyon finoman és óvatosan mozgatni az elektródát a jövőbeni varrat mentén.
Ugyanakkor kis amplitúdóval félholdra emlékeztető oszcilláló mozgásokat végzünk. Úgy tűnik, hogy „gereblyézzük” az olvadt fémet az ív közepe felé. Így egyenletes varrást kell kapnia, amely úgy néz ki, mint egy görgő. Kis hullámszerű fém megereszkedés lesz rajta. Miután a varrás lehűlt, bele kell ütni a mérleget.
Ívhegesztési technikák - hegesztési módszerek
A jó minőségű varrás érdekében meg kell tanulnia az ív karbantartását, majd mozgatását. Az elektromos ív hossza különösen befolyásolja a minőséget. Ha több mint 5 mm, akkor hosszúnak számít.
Ebben az esetben az olvadt fém nitridálása és oxidációja következik be. Cseppenként fröccsen ki, így a varrat porózus és nem elég erős. Ha az ív túl rövid, a behatolás hiánya léphet fel.

A hegesztéshez különféle technikákat alkalmaznak. Nézzük meg részletesen a főbbeket.
1. lehetőség: Alsó tompa ízületek
Az alkatrészek csatlakoztatásának leggyakoribb és legegyszerűbb módja. 0,8 cm-es fémvastagságig kétoldalas hegesztést alkalmaznak. A 0,4 cm-nél vékonyabb fémből készült csatlakozásoknál csak egyoldali hegesztés történik.
A munkához olyan elektródákat választanak ki, amelyek átmérője megegyezik a fém vastagságával. Ha ez meghaladja a 8 mm-t, a hegesztést vágóélekkel végezzük. Ebben az esetben a vágási szög körülbelül 30°.
A hegesztés több menetben történik. Az égési sérülések elkerülése érdekében célszerű acélból vagy rézből készült kivehető betéteket használni. Az első lépést kis átmérőjű, legfeljebb 4 mm-es elektródával végezzük.
Az első varrás elkészítésekor nagyon fontos a pontossága és a behatolási mélység. Felhordása után a szélek mögött ne legyen olvasztott fém.
A második és az azt követő lépésekben nagyobb átmérőjű elektródrudakat használnak. A szélek között kialakított mélyedés kiváló minőségű kitöltésére választották.
Az elektródát lassan mozgatják a varrat mentén, oszcilláló mozgásokat végezve, mintha az elektródát egyik oldalról a másikra ringatnák, hogy az üregeket teljesen kitöltse olvadt fémmel.
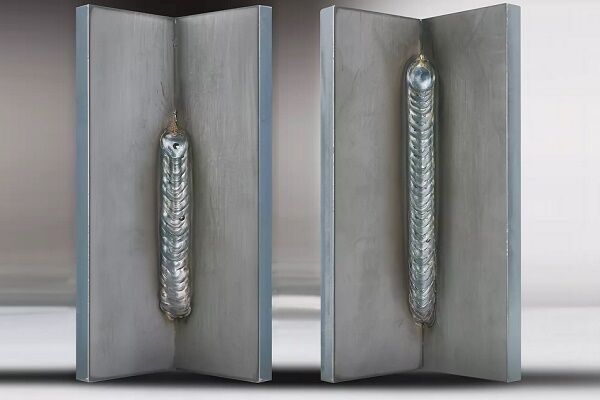
2. lehetőség: Alsó sarokcsuklók
A tapasztalt hegesztők azt állítják, hogy jó eredményeket lehet elérni a sarkok „csónakban” hegesztésével. Ez azt jelenti, hogy a csatlakoztatandó alkatrészeket 45°-os vagy más szögben kell beépíteni.
Ez biztosítja a legjobb minőségű behatolást a termék falai között, és csökkenti az alámetszés és a behatolás hiányának veszélyét. Ez a hegesztési módszer lehetővé teszi nagy keresztmetszetű varratok egy menetben történő hegesztését.

Kétféle csónakhegesztés létezik - szimmetrikus és aszimmetrikus:
- Az alkatrészek dőlése 45°. Minimális annak a valószínűsége, hogy az egyik fal megereszkedik vagy alávágódik. A fordított és közvetlen polaritás hegesztése maximális áramértékeken történik. Fordított polaritású hegesztéskor az elektromos ív hosszának minimálisnak kell lennie.
- Az alkatrészek megdöntése 60°-os vagy 30°-os szögben - aszimmetrikus „csónak”. Ez az opció nagyon kényelmes, ha a munkát nehezen elérhető helyeken végzik, mivel az elektróda mozgásának amplitúdója kicsi. A hegesztő az ívet a varrat gyökeréhez irányítja, és ügyelni kell arra, hogy ne lépje túl a jövőbeli varrás határait. Nem szabad túl sok fémet lerakni egy menetben.
A sarokkötések lehetnek T-típusúak, ezért meg kell tanulnia, hogyan kell helyesen és hibamentesen hegeszteni elektromos hegesztéssel több menetben.
Egy menet alkalmazása csak olyan egyszerű szerkezetek hegesztésekor lehetséges, amelyek oldalai sarokvarratban 45°-os szöget zárnak be. Az elektróda átmérője ebben az esetben nem haladhatja meg a fém vastagságát 0,15-0,3 cm-nél nagyobb mértékben.
A szabványos többmenetes T hegesztés a következőképpen történik. Az első lépéshez egy nagyobb átmérőjű elektródát veszünk, mint a következő lépésekhez kiválasztottak.Például olyan elektródát használnak, amelynek méretei 0,4 és 0,6 cm között változnak.

A hegesztés zökkenőmentesen, keresztirányú oszcillációs mozgások nélkül történik. Más passzok végrehajtásakor azokat szükségszerűen végre kell hajtani. Fontos, hogy a rezgés amplitúdója a megengedett varratszélességen belül legyen.
Egy másik jelentős pont. A T-hegesztés során sarokkötésen az elektromos ívet mindig vízszintesen elhelyezett polcon kell meggyújtani.
A sarkok saját kezű elektromos hegesztése során átfedő típusú csatlakozást használhat. Ebben az esetben a hegesztendő alkatrészeket egymásra helyezzük átfedéssel. A közvetlen polaritású hegesztésnél az ívnek rövidnek, a fordított polaritású hegesztésnél a lehető legrövidebbnek kell lennie. Irányítsa az ívet pontosan a kapcsolat gyökeréhez.
A hegesztési folyamat során az elektródával kis amplitúdójú oda-vissza mozgásokat kell végezni. Ez lehetővé teszi a teljes csatlakozási terület egyenletes felmelegedését. Ebben az esetben a hegesztőmedence egyenletesen lesz feltöltve, és a varrat domború és teljes méretű lesz.
3. lehetőség: függőleges varratok
A függőlegesen irányított varratok csak rövid ívvel készülnek. Ebben az esetben a munkaáramnak 10% -20% -kal kisebbnek kell lennie, mint az alsó helyzetben lévő alkatrészek hegesztésekor. Ezek a követelmények könnyen megmagyarázhatók.
Az alacsonyabb áramerősség azt jelenti, hogy az olvadt folyékony fém nem folyik le a hegesztőmedencéből. Egy kisebb ív kényelmesebb a használata.

A tapasztalt hegesztők szívesebben hegesztik a függőleges varratokat alulról felfelé. Az ívet a leendő varrás legalacsonyabb pontján gyújtják meg. Ezt követően egy kis vízszintes platformot készítenek, amelynek méretei megfelelnek a jövőbeli varrás keresztmetszetének.
Ezután lassan mozgassa felfelé az elektróda rudat. Ebben az esetben mozgásokat kell végrehajtani a csatlakozáson keresztül.
Lehetnek halszálka, sarok vagy félhold formájúak. Az utolsó lehetőség a legkönnyebben megvalósítható. Ezenkívül fontos az elektróda helyes helyzetének megőrzése. Elméletileg a behatolás a legjobban akkor érhető el, ha a rudat a varratra merőlegesen, azaz vízszintesen helyezzük el.
A tompahegesztéseket a következő kritériumok jellemzik:
A gyakorlat azt mutatja, hogy az elektróda rúdjának ebben a helyzetben folyékony fém folyik le a varraton. Ennek elkerülése érdekében a rúd dőlésszögét 45°-50° tartományban kell megválasztani. Ez az optimális lehetőség a függőleges hegesztéshez. Az alkatrészek alulról felfelé történő hegesztéséhez olyan elektródákat válasszon, amelyek átmérője nem haladja meg a 0,4 cm-t.
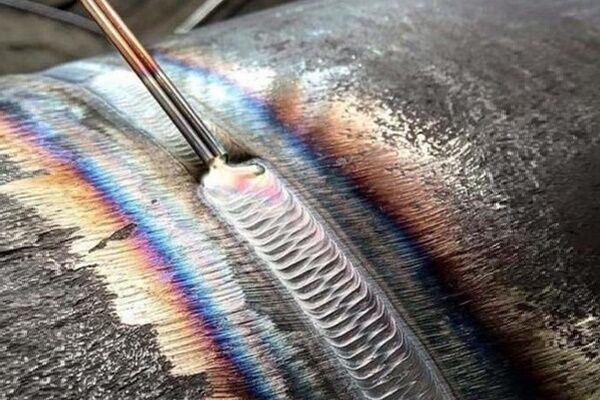
4. lehetőség: Csővezeték részletei
Otthon gyakran emlékezni kell egy fémcső elektromos hegesztésére. Az alkatrész oldalán általában függőleges, a kerület mentén vízszintes varratot készítenek. Acél csövek tompahegesztett. Minden szélét jól meg kell főzni.
Annak érdekében, hogy a cső belsejében a megereszkedés minimális legyen, az elektródát legfeljebb 45°-os szögben hozzák a termékhez. A varrás szélessége 0,6-0,8 cm, magassága 0,2-0,3 cm.

A hegesztési munka megkezdése előtt az összeillesztendő részeket alaposan megtisztítjuk. A cső végeit megvizsgálják. Ha deformálódtak, akkor kiegyenesednek, ill vágja csővágó segítségével. Ezután az alkatrészek széleit belülről és kívülről fémes fényűvé kell megtisztítani legalább 1 cm távolságra a szélétől. Ezután kezdje el a hegesztést.
A kötést megszakítás nélkül hegesztik, amíg teljesen meg nem hegesztik. A legfeljebb 0,6 mm széles falú csövek nem forgó kötéseihez két hegesztési menetet kell végrehajtani, a 0,6–1,2 cm széles falú termékeknél - három menet, az 1,9 cm-nél szélesebb falú alkatrészeknél - négy menet.
Ebben az esetben minden következő varrat csak azután kerül felhelyezésre, hogy a skálát eltávolították az előzőről.
Az első varrás minősége a legfontosabb.A folyamat során minden tompa és élnek teljesen meg kell olvadnia. Nem lehetnek repedések, még a legkisebbek sem. Ha léteznek, megolvasztják vagy levágják. Ezután a töredéket újra hegesztik. A forgócsövek hegesztése ugyanúgy történik.
Lehetséges hibák a hegesztési kötésekben és varratokban
Az elektromos hegesztés összetett folyamat, és nem mindig megy minden simán.
A működési hibák következtében a varratok és illesztések különféle hibákat okozhatnak, beleértve:
- Kráterek. Kis mélyedések a hegesztési varratban. Előfordulhatnak törött ív vagy a varrás végső töredékének végrehajtási hibája miatt.
- Pórusok. A hegesztési varrat porózussá válik, ha az alkatrészek széleit rozsdával, olajjal stb. szennyezik. Ezen túlmenően porozitás léphet fel, ha a varrat túl gyorsan lehűl, nagy hegesztési sebességnél és nem szárított elektródákkal végzett munka során.
- Alulvágások. Kis bemélyedéseknek tűnnek a varratgyöngy mindkét oldalán. Akkor jelenik meg, ha az elektródákat a függőleges fal irányába tolják el sarokkötések hegesztése során. Ezen túlmenően, ha hosszú ívvel dolgozik, vagy ha a hegesztőáram túl magas, alávágások keletkeznek.
- Salakzárványok. A hegesztőperem belsejében salakdarabok vannak. Ez akkor fordulhat elő, ha az élek szennyezettek, a hegesztési sebesség nagy vagy a hegesztőáram túl alacsony.
Ezek a leggyakoribb hegesztési hibák, de előfordulhatnak más hibák is.
További információk a függőleges és vízszintes varratok elektromos hegesztéssel történő hegesztéséről a következő helyen találhatók: ez a cikk.
Következtetések és hasznos videó a témában
A csőhegesztés jellemzői:
Hogyan válasszuk ki a megfelelő hegesztő invertert:
Kívánság szerint bármely otthoni kézműves elsajátíthatja a hegesztés alapjait. Nem olyan nehéz. Türelemre, pontosságra és természetesen minden utasítás pontos végrehajtására lesz szükség. Minden sokkal könnyebb lesz, ha egy új készség elsajátításának folyamata tapasztalt szakember irányítása alatt történik.
Van személyes tapasztalata az alkatrészek elektromos hegesztéssel történő összekapcsolásáról? Szeretnéd megosztani felhalmozott tudásodat, vagy kérdéseket szeretnél feltenni a témában? Kérjük, hagyjon megjegyzéseket és vegyen részt a vitákban – a visszajelzési űrlap alább található.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Köszönöm! Sok hasznos dolgot tanultam magamnak. Hogyan kell megfelelően hegeszteni négyzet alakú csöveket 90 -os szögben?
Hasznos videó szerintem, főleg a delitőknek.
Köszönöm! Nagyon érdekes volt olvasni.
Köszi az infót
Jó napot Elnézést, hogy külső képviselet nélkül kérdeztem, de nincs lehetőség…. Kérem, válaszoljon a kérdésre. Hegesztési munkában és koncepciókban - teljes nulla. De az idő olyan, hogy mindent vállalni kell. Vékony (1-2 mm) vasfém hegesztésére volt szükség. Az adományozott olasz csoda Deca STARFLUX 130AC már régóta hever. Kimenet a fluxusos vezetékre közvetlenül a transzformátorból... Ez normális? Hogyan kell helyesen működniük? Köszönöm….