Függőleges és vízszintes varratok hegesztése elektromos hegesztéssel: lépésről lépésre
Az elektromos hegesztés egy olyan technológia, amely fémek szerkezetének hevítéssel és elektromos ívvel történő olvasztással történő kombinálására szolgál.Széles körben elterjedt a nemzetgazdaság különböző területein, így a magánszektorban is.
Valójában ezzel a módszerrel bármilyen fémet össze lehet hegeszteni, figyelembe véve az elektromos ív hőmérsékletét (7000-8000 fok). Mielőtt azonban ehhez a technológiához fordulna, meg kell tanulnia, hogyan kell függőleges varrat hegeszteni elektromos hegesztéssel, és meg kell értenie a vízszintes varrat készítésének technikáját.
A cikk tartalma:
- Hegesztések: általános definíciók
- Hogyan kell hegeszteni egy függőleges varratot?
- Vízszintes varrat hegesztési technológia
- Elektromos ív: az optimális hosszúság szabályozása
- Elektróda helyzetszabályozás
- Az áram paraméterei és az elektróda mozgása
- Útmutató kezdő hegesztőknek
- Következtetések és hasznos videó a témában
Hegesztések: általános definíciók
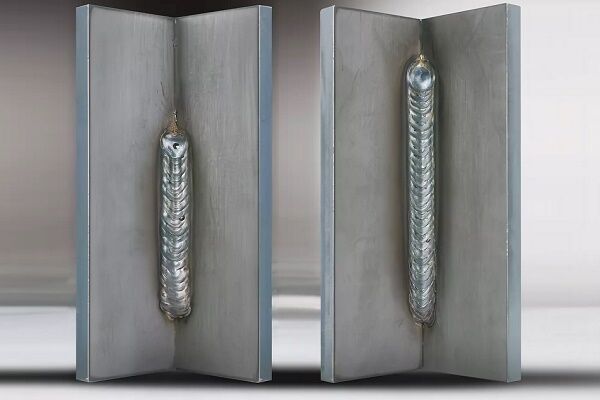
A fémek hegesztési technológiája szorosan összefügg a varrat fogalmával. Ez az elektromos ívhegesztéssel megolvasztott fém megszilárdulása során keletkezik.
A hegesztés helyétől függően a varrat vízszintesen vagy függőlegesen helyezhető el. Ezenkívül a varrás térbeli elhelyezkedése lehet alsó, oldalsó vagy felül.

A legegyszerűbb és legkönnyebben végrehajtható hegesztési varratok az alsó horizont síkjában történő elhelyezését tekintik. Ilyen körülmények között az olvadt fém meglehetősen könnyen szabályozható.

A varratok térben történő elhelyezésének fennmaradó lehetőségei (oldalsó és felső) technológiailag nehezen kivitelezhetőnek minősülnek, ami megköveteli a hegesztési technikák tanulmányozását és a megfelelő tapasztalatok fejlesztését.
Hogyan kell hegeszteni egy függőleges varratot?
A hegesztési vezérlés nehézsége a függőleges varrat létrehozásakor egy gyakori fizikai jelenségnek köszönhető - a gravitációnak. Ez hatással van az olvadt fém tömegére, amely folyékony formában lerohan.
Itt egy professzionális hegesztő tevékenysége az, hogy megakadályozza az olvadt massza eltávozását a hegesztés helyéről. Egy stabilan égő elektromos ív, amelyet az elektróda vége és a hegesztőmedence közötti minimális megengedett távolságban tartanak, segít elérni ezt az eredményt.
Alulról felfelé irányuló technika
A függőleges kötést általában úgy hegesztik, hogy az elektródát alulról felfelé mozgatják. Ez az út stabilabb vezérlést biztosít, és az elektromos ív magabiztosan tartja az olvadékfürdőt, megakadályozva a terjedést. Alulról felfelé haladva lehetséges a legjobb minőségű függőleges varrat kialakítása.

Természetesen a függőleges varrat hegesztésének megkezdése előtt a hézaghatárokat a műszaki követelményeknek megfelelően kell elkészíteni és feldolgozni. A hegesztőgépet a hegesztési körülményekhez kell igazítani (áram beállítása, elektróda kiválasztása).
Kezdetben több pontszerű „ragasztás” készül a csatlakozási vonal mentén - hegesztés rövid varrással (1-2 cm).Az ilyen műveletek célja, hogy megakadályozzák a hegesztett részek elmozdulását a hegesztési folyamat során a hőmérsékleti deformáció miatt.

Függőleges hegesztéskor az elektróda tartási szöge ahhoz a síkhoz képest, amelyen a varrat fekszik, 45-90º között marad.
A hegesztő utasításai a következő műveleteket írják elő:
- Az elektróda és a fém érintkezése ívet gyújt.
- A „ragasztás” 3-4 ponton történik az illesztési vonal mentén, annak közepétől a szélekig.
- A hegesztés a kötési vonal legalsó pontján kezdődik.
- Az elektróda löketét felfelé irányítják, a hegesztési medencét a munkaterületen tartják.
Az elektródát mérsékelt sebességgel kell mozgatni. A fő sebességkritérium az optimális mennyiségű olvadék kialakulása a hegesztőmedencében.
Az elektróda függőleges löketével egyidejűleg megengedettek a keresztirányú cikcakk mozgások „félholdban”, „halszálkás” vagy más „mintában”. De a keresztirányú löket technika csak a 4 mm-nél nagyobb falvastagságú fémeknél tűnik relevánsnak.
Fémet függőleges varrással egy menetben, megállás nélkül ajánlott hegeszteni. A kezdő hegesztők számára ez nehéznek tűnik. A tapasztalat azonban gyorsan gyűjthető.
Felülről lefelé technika
A tapasztalat megszerzése után a hegesztők könnyen lefektethetnek egy függőleges varratot az elektróda fentről lefelé történő mozgatásával. Mi a trükkje egy ilyen művelet végrehajtásának?
Egyszerű: elektromos ív meggyújtásakor az elektródát a munkasíkhoz képest 90°-os szögben kell elhelyezni.Amint a fém az ívképződés helyén olvadni kezd, az elektróda felszerelési szöge 15-20º-kal megváltozik, kissé leengedve a tartót.

Az elektróda huzalozását a vastag falú fémek csatlakozási vonala mentén szintén „fűrészfog” vagy „téglalap alakú” keresztirányú cikcakkokkal hajtják végre. Egyes hegesztők a „hullámszerű” olvadékelosztási technikát alkalmazzák.
Eközben a függőleges varrás fentről lefelé történő kialakításának módja nagy nehézségekkel jár a hegesztő számára. Sok szakértő szerint azonban a hegesztés ebben a formában adja a legjobb eredményt a minőségi mutatók tekintetében.
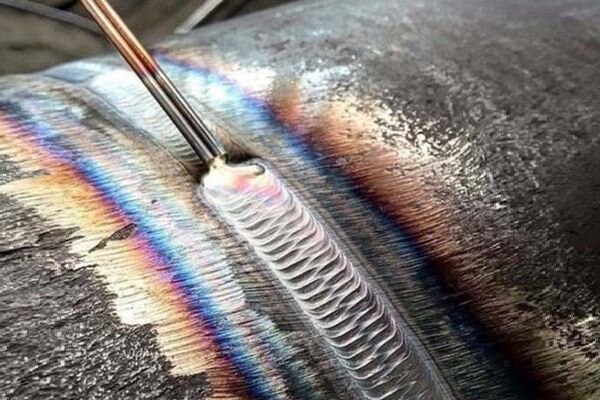
Vízszintes varrat hegesztési technológia
A vízszintes varrat hegesztésének sajátosságai szinte megegyeznek a függőleges varrat hegesztésével. Technikai árnyalatok - ismét az elektróda felszerelésének szögeinek manipulálása.
Az alkatrészek hegesztési folyamata során a kötésnél a mozgás iránya kiválasztható a bal szélső ponttól a jobb szélső pontig vagy fordítva. A konkrét irányválasztást a hegesztő határozza meg, a személyes kényelem mértéke alapján.

De hogyan kell megfelelően hegeszteni egy vízszintes varratot elektromos hegesztéssel, hogy az olvadék ne folyjon ki a nyomvonalból a gravitációs erő hatására?
Itt a hegesztőnek olyan pozíciót kell kiválasztania az elektróda számára, amelyben az elektromos ív ereje megegyezik a fémcseppek gravitációs erejével.Szükség lehet az áramerősség beállítására és az elektróda optimális mozgási sebességének kísérleti kiválasztására.
Jellemzően a vízszintes varrathegesztést folyamatosan végezzük a teljes befejezésig. Ha azonban nem tudja kordában tartani az olvadékot (hegesztőmedencét), akkor megpróbálhatja megváltoztatni a technikát - váltson löketre az ív időszakos eloltásával.
Mindezeket a finomságokat a hegesztési munkák elvégzésében szerzett tapasztalatok megszerzésével fejlesztették ki. Ezért ne essen kétségbe, ha semmi sem sikerül az első próbálkozásra.

A kívánt szélességű és behatolási mélységű vízszintes varrat kialakítása általában az elektróda égő végének óvatos keresztirányú mozgásával érhető el az egyik összekapcsolt rész szélétől a másik széléig.
Legfeljebb 4 mm vastag fémek hegesztésekor az elektróda keresztirányú löketének „mintájára” különböző lehetőségeket használnak. Ezzel kapcsolatban nincsenek konkrét ajánlások. A lényeg a szükséges varratszélesség és behatolási mélység elérése.
Elektromos ív: az optimális hosszúság szabályozása
Az elektróda forró vége és a fémsík közötti rés méretét, amely elegendő az elektromos kisülés kialakulásához, ívhossznak nevezzük. A hegesztő oktatás egyik fő pillére az optimális ívhossz szabályozása.
Elméletileg a hegesztési módban három ívrés érhető el:
- rövid (1-1,5 mm);
- hosszú (3,5-6 mm);
- normál (2-3 mm).
A rövid ívű égési módot a fém elégtelen felmelegedése jellemzi szélességében.Ilyen esetekben a varrás szélei mentén úgynevezett „alulmetszés” van - egy kis mélyedés. Az ilyen hiba jelenléte a hegesztés alacsony minőségi mutatóit jelzi.

A hosszú ívű hegesztési módot rendszerint időszakos oltás kíséri. Itt van a fém enyhe felmelegedése a mélyben. A jó varrásminőségről sem kell beszélni.
Így az egyetlen lehetőség, amelyre a kezdő hegesztőnek összpontosítania kell, a normál ívhossz, amely nem lehet több, mint Ld = 0,5-1,1 * De (Ld - ívhossz; De - elektróda átmérője).
Elektróda helyzetszabályozás
A hegesztési folyamat egy helyzetben is elvégezhető elektróda szög előre, szög hátra, derékszög. E három technológiai módszer bármelyikével a hegesztő különböző gyártási körülmények között tud varratokat készíteni.

Így az „előre szög” módszert hagyományosan vízszintes és függőleges varratokkal rendelkező elemek összekapcsolására használják az alkatrészek felső térbeli elhelyezkedése esetén (mennyezeti hegesztés). Ugyanezt a technikát sikeresen alkalmazzák a rögzített csőkötések hegesztésére vagy házi készítésű gyártás során gázpalackos tűzhelyek.
Az elektródát szigorúan derékszögben (90º) tartva a hegesztő gondoskodik arról, hogy a munka nehezen hozzáférhető helyeken történjen. Végül a „hátsó szög” technika kiváló minőségű hegesztési munkát tesz lehetővé a sarokkötéseken.
Az elektróda előrefelé történő felszerelésekor általában vékony falú fémekkel dolgoznak. Az elektróda ebben a helyzetben széles, sekély varrás keletkezik. A vastag falú fémeken éppen ellenkezőleg, a „hátra szög” technikát próbálják alkalmazni, biztosítva a fém megfelelő mélységű felmelegedését.
Az áram paraméterei és az elektróda mozgása
Az áram értéke és az elektróda mozgási sebessége jelentős tényezők, amelyek befolyásolják a varrat minőségét. A nagy áramerősséggel végzett hegesztés a fém nagy mélységű melegítésével jár együtt, ami lehetővé teszi az elektróda mozgási sebességének növelését. Feltéve, hogy az elektróda áramának és mozgási sebességének optimális aránya van, egyenletes, jó minőségű varrást kapunk.
Megfelelőségi táblázat az áramerősségre, elektródára, fémvastagságra
| Jelenlegi erő, A | Elektróda átmérő, mm | Fém vastagság, mm |
| 35-50 | 1,6 | 1-2 |
| 45-80 | 2 | 2-3 |
| 65-100 | 2,5 | 3-4 |
| 85-150 | 3 | 4-5 |
| 125-200 | 4 | 5-6 |
Az elektróda bizonyos sebességgel történő mozgatásakor figyelembe kell venni az ív teljesítményének nagyságát. Az elektróda túl gyors betáplálása alacsony teljesítmény mellett nem képes megfelelő fűtési hőmérsékletet biztosítani.
Ennek eredményeként nem lehet a fémet a kívánt mélységig hegeszteni. A varrás egyszerűen „fekszik” a felületen, alig „megragadja” a szélek határait.

Éppen ellenkezőleg, az elektróda túlságosan lassú előrehaladása esetén túlmelegedési atmoszféra jön létre, amely veszélyezteti a fém deformálódását a hegesztővonalon. Ha a fémelemek vékony szerkezetűek, akkor egy erőteljes ív egyszerűen átég a fémen.
Sikeresen gyakorolhat kezdő hegesztőként és csiszolhatja varratkészítési készségeit tűzhely gyártása tesztelésre, melynek testének alapja egy fémcső.Javasoljuk, hogy olvassa el a hasznos információkat.
Útmutató kezdő hegesztőknek
A hegesztési munkákat csak megfelelő felszereléssel lehet végezni.
A standard készlet tartalma:
- Tűzálló, strapabíró, erős anyagokból készült kabát, nadrág, kesztyű, cipő.
- Fejdísz, amely teljesen eltakarja a fej hátsó részét.
- Speciális védőmaszk az arc és a szem számára.
A hegesztéshez olyan működő eszközt kell használni, amelynek elektromos része megbízható házzal van lezárva. A készülékben található elektromos kábeleknek teljes szigeteléssel kell rendelkezniük, és meg kell felelniük a készülék elektromos jellemzőinek.
A hegesztőhelyet fel kell szerelni munkaasztallal, fényforrásokkal, földelő busszal, áramütés elleni védelemmel és tűzoltó felszereléssel.
És a munka megkezdése előtt alaposan tanulmányoznia kell elektromos hegesztési szabályok, fontolja meg és tanulmányozza a kapcsolatok kialakításának módszereit és lehetőségeit.
Következtetések és hasznos videó a témában
Meghívjuk Önt, hogy nézzen meg egy videó hegesztő műhelyt: hogyan kell hegeszteni vízszintes és függőleges varratokat:
Nem szükséges képzett hegesztőnek lenni, de a hegesztési technikákban való jártasság kívánatos. A meglévő hegesztési készségeknek köszönhetően az embernek több lehetősége van különféle háztartási projektek megvalósítására.
Ha szeretné, bármikor tanulmányozhatja a technológiát, és a gyakorlati tapasztalatok segítenek elsajátítani a munka magas szintű elvégzésének technikáját.
Szeretne beszélni a saját tapasztalatairól a hegesztések készítése terén? Ismeri a folyamat azon finomságait, amelyek nem szerepelnek a cikkben? Kérjük, írja meg észrevételeit az alábbi blokkba.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}