A nagynyomású acélcsövek gyártásának jellemzői - alkalmazási kör
A nehéz körülmények között működő kommunikáció létrehozásához kiváló minőségű és tartós anyagokat használnak.A varrat nélküli nagynyomású acélcsövekre a legtöbb vállalkozásnál van kereslet, mivel ellenállnak a környezet és a munkakörnyezet bármilyen hatásának. Gyártásuk során figyelembe kell venni a GOST szabványokat. Ellenkező esetben az acélcsövek nem használhatók a kommunikáció lefektetésekor.
A cikk tartalma:
Általános információk az acéltermékekről
Az acél megbízható anyag a csövek gyártásához. A további termikus vagy vegyszeres kezelés hatására immunissá válik a környezet negatív hatásaival szemben.

Acél csövek több típusra oszthatók:
- zökkenőmentes;
- kazánházak;
- profil;
- elektromos hegesztéssel
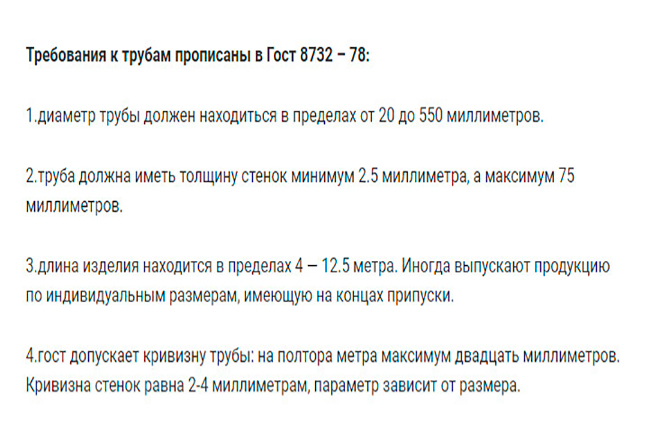
Ezekre a termékekre vonatkozó összes állami szabványt a GOST 10705-80, GOST 10706-80, GOST 8732-78 határozzák meg.
A kérdéses termékek feldolgozásra kerülnek. A korrózióállóság növelése érdekében a felületet speciális összetétellel vonják be, amely kiküszöböli a rozsdanyomok megjelenését. Ennek köszönhetően javulnak a teljesítményjellemzők. Egyes esetekben műanyagot vagy más korrózióálló műanyagot visznek fel a fémre.
A nagynyomású varrat nélküli acélcsövek hideg- vagy meleghengerlési technológiával készülnek. A termékeket több szempont szerint osztályozzák:
- a felhasznált anyag típusa;
- az anyag szerkezetének sértetlensége keresztmetszetben;
- az alkalmazott gyártási módszer szerint;
- belső forma szerint;
- műszaki célnak megfelelően.
A gyártók több termékosztályt is megkülönböztetnek:
- Az első osztályt standard ill gáz. Folyékony, gáznemű vagy ömlesztett anyagok szállítására szolgál. Gyakran az első osztályt választják védő „burkolatként”, amikor elektromos kábeleket helyeznek el a föld alatt.
- A második osztályt a nagynyomású acélcsövek képviselik. Alkalmasak nyomás alatti kőolajtermékek, valamint egyéb tüzelőanyagok szállítására szolgáló csővezeték létrehozására.
- A harmadik osztályt arra tervezték, hogy magas hőmérsékleten nyomás alatt lévő munkaközeget biztosítson. Használatuk élelmiszer- vagy vegyiparban javasolt.
- A negyedik osztályt a fúróiparban használják.
- Az ötödik osztály szerkezetinek tekinthető, mivel járművek összeszereléséhez, bútorok vagy támasztékok gyártásához használják.
- A hatodik gépészeti területen való használatra alkalmas.
A nagynyomású acélcsövek ipari helyiségekben találhatók, és autópályák telepítésére használják.
A varrat nélküli acélcsövek gyártásának jellemzői
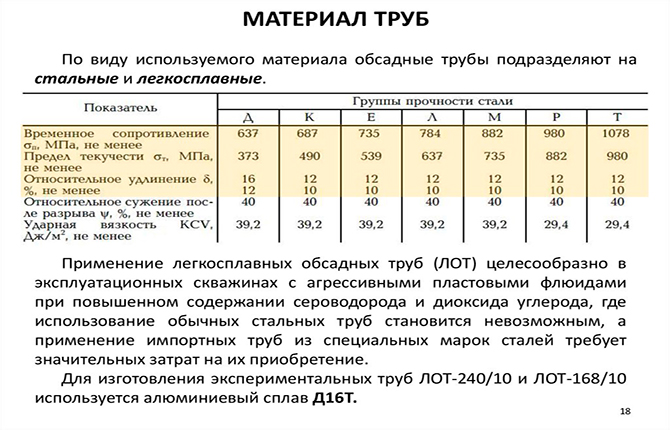
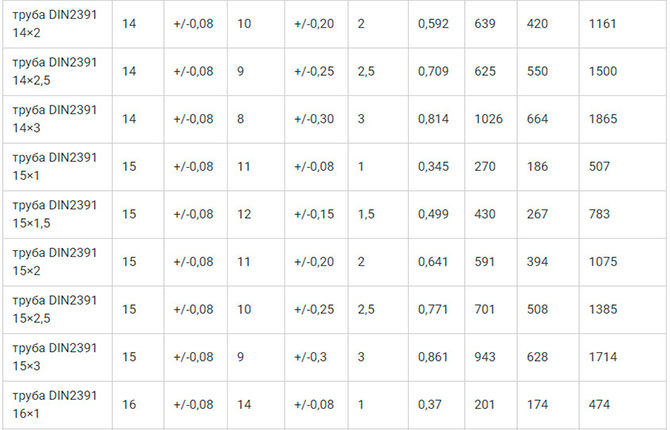
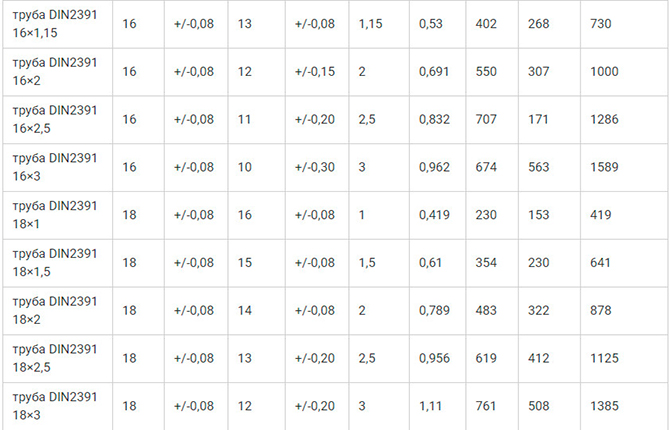
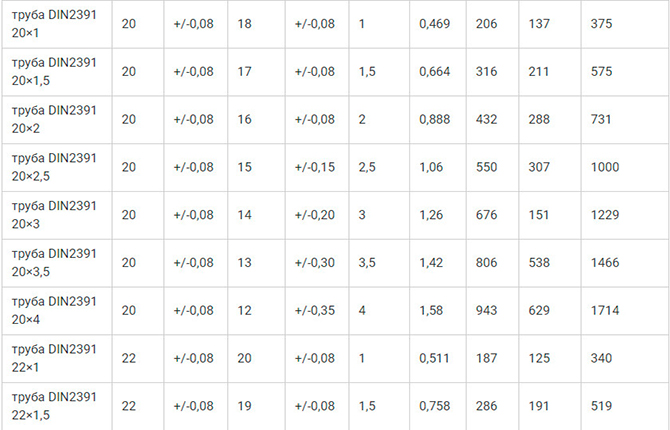
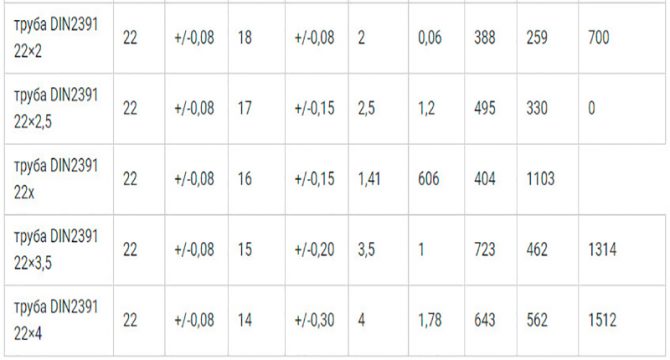
Az átmérőt és a vastagságot a GOST határozza meg. A gyártás során szén- vagy rozsdamentes ötvözött acélt használnak. A választás nagymértékben attól függ, hogy mekkora legyen a csövek végső költsége, mivel az ötvözött fémek drágábbak a gyártás során felmerülő nehézségek miatt.
Számos gyártási technológia létezik:
- kovácsolás;
- rajz;
- préselés;
- bérbeadás
A bérlés könnyebben megvalósítható. Gyakoribb. Optimális nagy mennyiségek gyártásához. A kovácsolást sűrűbb fémszerkezet előállítására használják.
Melegen hengerelt módszer
Ennek a gyártási módszernek a használatához speciális berendezésekre, öntött, kovácsolt vagy melegen hengerelt nyersdarabokra van szükség. A gyártás nehézségei a fűtéssel kapcsolatosak, mivel a megfelelő plaszticitás nagyon magas hőmérsékleten érhető el. Az ilyen munkadarabokkal nehéz dolgozni a kiáramló hő miatt.Ez a falvastagság egyenletességének szabályozását is megnehezíti.
A nagynyomású acélcsövek gyártási szakaszai:
- A munkadarabot kemencében olyan hőmérsékletre melegítik, amelyen kristályosodás következik be. Ez minden fémtípusnál eltérő. Az anyag súlyos túlmelegedése megváltoztatja kémiai összetételét és tulajdonságait. Ezért kellő figyelmet fordítanak a hőmérsékleti feltételek fenntartására a gyártás során.
- Műanyag állapotban a munkadarab megkapja a kívánt formát és méretet. A préselés nagy nyomáson történik. A plaszticitás ellenére ebben a szakaszban nehézségek merülnek fel a munkadarabok geometriájának megváltoztatásával. Ennek oka a megnövekedett viszkozitás, a kiáramló hő és az olvadt fém egyéb tulajdonságai.
- A préselés után a cső pontatlan geometriával rendelkezik. Ennek megváltoztatásához a munkadarabot görgőn keresztül hajtják át. A nagynyomású acélcső adott átmérőt és falvastagságot kap. Egyes esetekben a termék megnyúlik.
- A terméket vízzel lehűtjük és kalibráljuk. A hőmérséklet csökkentése szakaszosan történik. A túl gyors lehűlés miatt az acélcső törékennyé válik. Kalibrálásra azért van szükség, hogy csökkentsük a kristályosodáskor az anyag szerkezetében fellépő feszültséget. Ha ezt nem teszik meg, elveszítik erejét, és még kisebb ütés esetén is szétrepedhet.
- A terméket a fém lehűlése után a szükséges számú részre vágják (egy szakasz meghatározott hosszától függően). A befejező szakaszban a végeket megmunkálják.
Ez a technológia nem teszi lehetővé kis átmérőjű vagy kis falvastagságú opciók elérését.
Hidegen alakított módszer
Ennek a módszernek a használatakor a csövet húzással nyerik.A munkadarabok feldolgozása során a hőmérséklet nem haladja meg a 450 Celsius fokot, ami nem elegendő az anyag fizikai tulajdonságainak megváltoztatásához. A technológia kis falvastagságú és külső átmérőjű nagynyomású acélcsövek gyártására alkalmas.
A hidegalakítási módszer hasonló a meleghengerléshez, de van néhány különbség:
- A szúrógép folyamatosan hideg vízzel hűti a munkadarabot. Az összes többi folyamatot alacsony hőmérsékleten hajtják végre. Ennek eredményeként a rugalmasság szinte teljesen elveszik, de elegendő ahhoz, hogy a kívánt formát és méretet adja az acélcsőnek;
- A kalibráláshoz a munkadarabot újra felmelegítjük és hagyjuk lehűlni. Ezt az eljárást hőkezelésnek nevezik.
Ez a fajta gyártási technológia elterjedtebb. Most a gyártók fokozatosan áttérnek a külföldi berendezésekre.
Osztályozás különböző paraméterek szerint
Az acéltermékek osztályozása az alkalmazott gyártási módszerek és a kapott falak vastagsága szerint történik.
Osztályozás a gyártási technológiáktól függően:
- varrat nélküli forró deformáció;
- varrat nélküli termikus deformáció vagy hidegen hengerelt módszer;
- elektromos hegesztési módszer spirálvarrással;
- elektromos hegesztéssel, egyenes varrással.
Az acélcsövek falvastagság szerinti osztályozását a szerkezet vagy a csővezeték tervezésekor figyelembe veszik. A termék költsége, maximális terhelése, súlya és egyéb műszaki jellemzői ettől a mutatótól függenek. Több típusa van:
- különösen vastag falú;
- vastag falú;
- vékony falú;
- különösen vékony falú.
A külső átmérő mutatója a kiválasztás meghatározó kritériuma.
Egyes acélcsöveket kívülről olyan keverékkel vonnak be, amely növeli a termék korróziógátló tulajdonságait.Ebben az esetben a felület polimerekkel való védelmére szolgáló eljárás nem kötelező.
A korrózióállóságot fontos paraméternek tekintik. Ügyeljen rá, amikor a rendszer csövét választja víz- vagy gázellátás. Kis mennyiségű cink hozzáadása a fémösszetételhez megvédi azt a magas páratartalom negatív hatásaitól.
A nagynyomású horganyzott acélcsövek sokkal drágábbak, de használatuk nagy megbízhatósága jellemzi. A galvanizálás előkészített környezetben zajlik, és elektrokémiai hatást is magában foglal.
Hatály
A varratok hiánya biztosítja a termékek nagy szilárdságát, ezért a szivárgás valószínűsége minimális. Nagynyomású acélcsövek alkalmazási területei:
- hidraulikus rendszer telepítéséhez;
- energiában. Varratmentes szerkezetük és magas hőmérséklettel szembeni ellenálló képességük miatt értékelik. Ezért alkalmasak hőellátó rendszerek létrehozására;
- Ezeket a csöveket csővezetékek létrehozására használják az olajfinomító iparban. Különféle szennyeződések hozzáadásakor a fém immunissá válik a vegyszerekre;
- nagy szilárdságuk miatt gyakorlatilag immunisak a talaj elmozdulására, ami nagy nyomást gyakorol a termékre;
- gépészetben. De magas költségük miatt kevésbé gyakoriak.
Az ilyen típusú csövek használatának fő oka a kis súly és a nagy szilárdság. A modern gyártási módszerek csökkentik a költségeket.
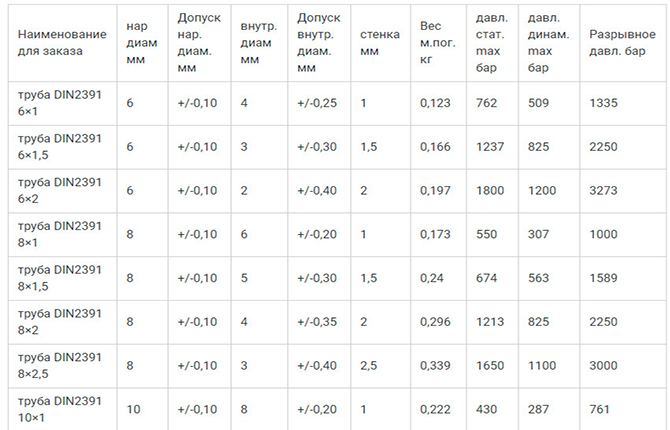
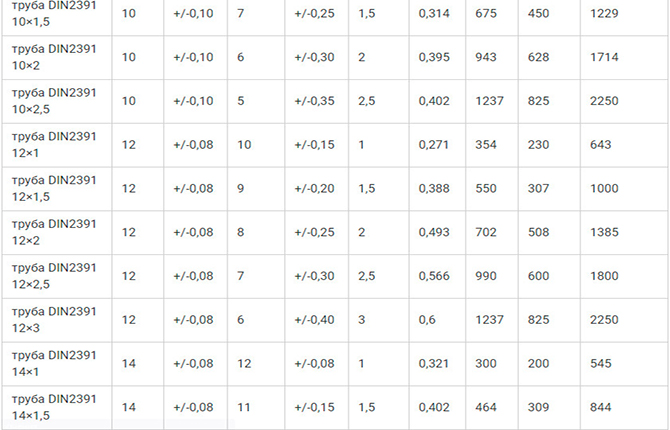
A nagynyomású acélcsöveket orosz és külföldi cégek gyártják. A jelölésnél a fő paraméterek a maximális nyomásra, átmérőre és falvastagságra vonatkoznak. Ez megkönnyíti a megfelelő típus kiválasztását az autópálya telepítéséhez.
Használt már nagynyomású acélcsöveket? Írd meg kommentben. Ossza meg a cikket a közösségi hálózatokon, és mentse el a könyvjelzőkbe, hogy ne veszítse el.
Javasoljuk továbbá, hogy nézzen meg válogatott videókat a témánkkal kapcsolatban.
Technológia melegen deformált varrat nélküli acélcsövek gyártására.
Varrat nélküli nagynyomású csövek gyártása.



