Rézcsövek forrasztása: lépésről lépésre munka elemzése és gyakorlati példák
Az otthoni kézművesek megpróbálják maguk elvégezni az építési és javítási munkákat, ami lehetővé teszi számukra, hogy ne csak a családi költségvetést takarítsák meg, hanem teljesen biztosak legyenek a kiváló minőségű eredményben. Ezért új technikákat és technológiákat kell elsajátítaniuk, például a rézcsövek forrasztását.
Megmondjuk, hogyan kell összeszerelni és csatlakoztatni a kommunikációt rézcsövekből. Itt megtudhatja, milyen fogyóeszközökre és eszközökre lesz szüksége az előadónak. A mindennapi életben is hasznos készségek lehetővé teszik a kiváló teljesítményjellemzőkkel rendelkező csővezetékek önálló összeszerelését.
A cikk tartalma:
Rézforrasztás: miért érdemes megtanulni?
A gyakorlatban a rézcsővezetékeket ritkán használják. Ennek oka a meglehetősen magas anyagköltség. A réz csővezetékeket azonban jogosan tekintik a legjobbnak.
Ez a fém hőállóságban, rugalmasságban és tartósságban minden más anyagot felülmúl. Réz csővezetékek fűtése összeszerelés után betonba önthető, falba rejthető stb. Működés közben nem történik velük semmi.

Ezt érdemes figyelembe venni a fűtéshez vagy a vízvezetékhez szükséges anyag kiválasztásakor. A hosszú távú működés szempontjából a magasabb költségek megérik. A réz kiváló teljesítményjellemzői mellett meglehetősen könnyű felszerelni. A forrasztási nehézségekről szóló „ijesztő mesék” legtöbbször túlzóak.
A réz nagyon könnyen forrasztható. Felülete nem igényel agresszív tisztítószereket. Sok alacsony olvadáspontú fém erősen tapad hozzá, ami leegyszerűsíti a forrasztóanyag kiválasztását.
Nincs szükség drága réz folyasztószerekre, mivel a fém megolvadásakor nem lép fel heves reakció az oxigénnel. A forrasztás során a cső nem deformálódik, alakja és méretei változatlanok. A kapott varrat szükség esetén kiforrasztható.
Réz alkatrészek forrasztási módszerei
A forrasztást tartják a legjobb módszernek a réz alkatrészek összekapcsolására. Működés közben az olvadt forrasztóanyag kitölti az elemek közötti kis rést, megbízható kapcsolatot képezve.
Az ilyen vegyületek előállítására két leggyakoribb módszer létezik. Ez a magas és alacsony hőmérsékletű kapilláris forrasztás. Nézzük meg, miben különböznek egymástól.
A magas hőmérsékletű csatlakozások jellemzői
Ebben az esetben a rézelemek összekapcsolásának folyamata +450 fokot meghaladó hőmérsékleten megy végbe. Meglehetősen tűzálló fémeken alapuló kompozíciók: ezüst vagy réz forraszanyagként kerülnek kiválasztásra.
Tartós varrást biztosítanak, amely ellenáll a mechanikai sérüléseknek és a magas hőmérsékletnek. Az ilyen kapcsolatot szilárdnak nevezzük.

Az úgynevezett keményforrasztás sajátossága a fém lágyítása, ami annak lágyulásához vezet. Ezért annak érdekében, hogy a réz szilárdsági jellemzőinek elvesztése minimális legyen, a kész hegesztést csak természetes módon szabad hűteni, mesterséges fújás vagy az alkatrész hideg vízbe merítése nélkül.
A tömör csatlakozást 12-159 mm átmérőjű csövekhez használják. A magas hőmérsékletű keményforrasztást gázcsövek csatlakoztatására használják.
A vízvezetékeknél a vízcsövek összeszerelésénél használják a 28 mm-t meghaladó átmérőjű alkatrészek monolitikus összekapcsolására. Ezenkívül ezt a csatlakozást olyan esetekben használják, amikor a csövekben keringő folyadék hőmérséklete meghaladhatja a +120 fokot.
A magas hőmérsékletű forrasztást fűtési rendszerek összeszerelésére is használják. Előnye, hogy egy korábban telepített rendszerből leágazhat anélkül, hogy először szétszerelné.
Alacsony hőmérsékletű forrasztás részenként
A lágy vagy alacsony hőmérsékletű forrasztás réz alkatrészek összekötése, melynek során +450C alatti hőmérsékletet alkalmaznak. Ebben az esetben forraszanyagként lágy, alacsony olvadáspontú fémeket, például ónt vagy ólmot választanak ki.
Az ilyen forrasztással kialakított varrat szélessége 7 és 50 mm között változhat. A kapott vegyületet lágynak nevezzük. Kevésbé tartós, mint a kemény, de számos jelentős előnnyel rendelkezik.

A fő különbség az, hogy a forrasztási folyamat során a fém nem lágyul. Ennek megfelelően az erőssége változatlan marad.
Ráadásul az alacsony hőmérsékletű forrasztás során a hőmérséklet nem olyan magas, mint a magas hőmérsékletű forrasztásnál. Ezért biztonságosabbnak tekinthető. Az úgynevezett lágy csatlakozásokat kis átmérőjű csövek összeszerelésére használják: 6-108 mm.
Alacsony hőmérsékletű csatlakozások a vízvezetékekben rézcsövek vízvezetékek és fűtési hálózatok telepítésére szolgálnak, de azzal a feltétellel, hogy a bennük keringő folyadék hőmérséklete +130 fok alatt van. Gázvezetékeknél az ilyen típusú csatlakozások használata szigorúan tilos.
Mire lesz szükség a folyamatban?
A kiváló minőségű csatlakozásokhoz speciális anyagokra és szerszámokra lesz szüksége. Először is, az alkatrészek előre megtisztított felületének kezelésére folyasztószerre lesz szüksége. Eltávolítja az oxidokat az alapról, javítja az olvadt forrasztóanyag áramlását és csökkenti a felületi feszültséget.
Ezen kívül szüksége lesz még forrasztóanyag rézzel való munkához. A magas hőmérsékletű hegesztéshez olyan anyagot választanak, amely nem tartalmaz ólmot. A csomagoláson fel kell tüntetni az „ólommentes” vagy „ólommentes” szavakat.
Alacsony hőmérsékletű forrasztáshoz alacsony olvadáspontú forrasztóanyagot választanak, amely ónt, rezet, bizmutot és ezüstöt tartalmazhat. Az alacsony hőmérsékletű forrasztóanyag 3 mm-es huzal formájában kapható.

A munkához szerszámokra lesz szükség. Először is, csővágó. Segítségével a kívánt méretre vághatja az alkatrészeket.Fontos, hogy jó minőségű szerszámot válasszunk, hogy a puha anyag, ami a réz, ne gyűrődjön.
A sorja eltávolításához letöréseltávolítóra is szüksége lesz. Ellenkező esetben lehetetlen beilleszteni az egyik alkatrészt a másikba. A csövek belső felületének tisztítására kefét vagy kefét is használnak.

A réz elemek melegítésére különféle eszközöket használnak. Leggyakrabban alacsony hőmérsékletű forrasztást választanak gázégőszűken irányított lánggal.
A gázberendezés ebben az esetben propán és bután keverékével vagy tiszta butánnal ellátott palackból működik. Egy ilyen töltelék 3-4 száz fugához elegendő.
A készülék hatékonyan működik, égővel melegítve a cső néhány másodperc alatt felmelegszik. A magas hőmérsékletű forrasztás propán-oxigén vagy acetilén-levegő gázkeverékekkel történik.
Ezenkívül a forrasztás egy speciális elektromos forrasztópáka segítségével is elvégezhető, amelyet réz alkatrészekkel való munkára terveztek. A készülék kemény és lágy forrasztással egyaránt tud dolgozni. A forrasztópáka csatlakozik a hálózathoz, és ott használják, ahol lehetetlen nyílt lánggal dolgozni. A készülék rögzítő fogóval és eltávolítható elektródákkal van felszerelve.
Ezeken az eszközökön kívül a csővezeték felszereléséhez markerre vagy ceruzára, mérőszalagra, kalapácsra és épületszintre lesz szüksége.
Forrasztási technológia réztermékekhez
A szerszámok és anyagok előkészítése után megkezdheti a forrasztási folyamatot. Minden műveletet a következő sorrendben hajtunk végre:
Vágja le az alkatrészt a kívánt hosszúságra
A rézcsövek vágásához különféle szerszámok használhatók. A leggyakrabban használt szerszám a kézi csővágó. Az egyenletes vágás érdekében a csövet csak a szerszámra merőlegesen tartsa.
A henger és a penge közé befogjuk a részt, és körülötte megforgatjuk a csővágót. Ne felejtse el minden fordulat után körülbelül egyharmad fordulattal meghúzni az állítócsavart. Csővágó használatakor a vágás sima lesz, és csak a cső belsejében jelennek meg a sorja.

Ugyanakkor a termék átmérője kissé csökken, ami nem kívánatos. Az alkatrész deformációját elkerülheti, ha fémfűrésszel levágja. De ebben az esetben sok sorja lesz, amelyet el kell távolítani, és sablont kell használnia a vágás ferdeségének csökkentéséhez.
A csővágás gyűrődése vagy ovalizálása kellemetlen következményekkel jár, mivel ez minden bizonnyal megváltoztatja a beépítési rés méretét. Értékének 0,02-0,4 mm tartományban kell lennie. Ha a rés kisebb, a forrasztás nem tud belekerülni. A rés növelésével a kapilláris hatás nem jelenik meg.
A vágás eredményeképpen egy szigorúan hengeres végű, minimális vágási szöggel rendelkező alkatrész legyen. Ügyeljen arra, hogy távolítsa el az alkatrészről a sorját, tisztítsa meg a belső felületét kefével és zsírtalanítsa. A második csődarabot ugyanígy levágjuk. Vegyünk egy csőtágítót, és egy kalapáccsal növeljük a második cső átmérőjét.

Ellenőrizzük, hogy az alkatrészek hogyan illeszkednek egymáshoz, ellenőrizzük a keletkező beépítési rés méreteit. Pontosan meg kell felelnie a normának. A második részt megtisztítjuk és zsírtalanítjuk.A műveletet a cső teljes keresztmetszetén végezzük, emlékezve arra, hogy a csatlakozás hosszának meg kell egyeznie az alkatrész átmérőjével.
Vigyen fel folyasztószert a cső felületére
A technika szabályai szerint rézcsövek forrasztása, folyasztószerréteget kell felvinni az alkatrészekre. Vegyük a készítményt, és óvatosan ecsettel vigyük fel a cső külső felületére, amely az ízület belsejében helyezkedik el.
A műveletet nagyon körültekintően végezzük. Igyekszünk a minimális mennyiségű oldatot összegyűjteni és teljesen elosztani az alkatrészen. A felületen ne maradjon felesleges fluxus.
Az alkatrészek csatlakoztatása forrasztás előtt
Miután a folyasztószert felvitték az alkatrészekre, azokat össze kell kapcsolni. Ezt elég gyorsan kell megtenni, hogy ne kerülhessen szennyeződés részecskéi a nedves felületre. Ha vasalattal, aljzattal dolgozunk, akkor az elemek teljes összekapcsolását végezzük.
Ehhez forgassa el őket teljesen. A forgási folyamat során az alkatrészek nem csak a helyükre „esnek”, hanem a fluxus is a lehető legegyenletesebben oszlik el a beépítési résben.

Tilos folyasztószert hagyni az alkatrészen, mivel ez egy agresszív kémiai összetétel.
A csap forrasztása kompressziós gyűrűn alapuló szerelvénnyel a következő sorrendben történik:
Fugaképződés alacsony hőmérsékletű forrasztás során
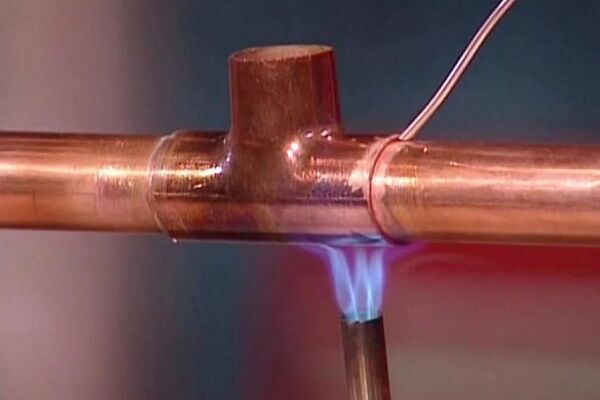
Lágy csatlakozásnál kötelező alacsony olvadáspontú forrasztóanyag és alacsony hőmérsékletű folyasztószer alkalmazása. Fűtéshez használhat egy szabványos vagy kis méretű gázégőt, amelyet propán és levegő keverékével vagy propán butánnal és levegővel töltenek fel. Speciális elektromos forrasztópákát is vehet.
Fogjuk az égőt, bekapcsoljuk és a lángot a csövek csatlakozására irányítjuk. A láng és az alkatrész közötti érintkezési felületet folyamatosan mozgatni kell. Ez azért szükséges, hogy az elemek egyenletesen felmelegedjenek. Forraszt veszünk, és időnként megérintjük vele a rögzítési rést. Ha elég melegítjük, a forrasztóanyag olvadni kezd.

Amint ez megtörténik, mozgassa az égőt oldalra, hogy a forrasztóanyag teljesen kitöltse a kapilláris rést. Ha a forrasztás még nem kezdett el olvadni, folytassa a melegítést. Az alacsony hőmérsékletű forrasztás különlegessége, hogy a forrasztóanyagot nem melegítik külön. Meg kell olvadnia a csatlakozás fűtött elemeinek hőjétől.
Miután a forrasztóanyag teljesen kitölti a kapilláris rést, hagyni kell lehűlni, lehetőleg természetes körülmények között. Nem szabad megfeledkezni arról, hogy az így létrejövő lágy kapcsolat alacsony szilárdságú, ezért forrón megérinteni tilos.
Egy másik fontos szempont. A forrasztás során rendkívül fontos, hogy a rezet ne hevítsük túl. Ellenkező esetben a fémre felvitt fluxus megsemmisül, és ennek megfelelően nem tudja feloldani és eltávolítani az oxidokat, ami élesen negatív hatással lesz a csatlakozás minőségére.
Ezért célszerű forrasztóporral folyasztószert használni. Amikor az alkatrész hőmérséklete elegendő a forrasztóanyag felmelegítéséhez, a por megolvad, és az olvadékcseppek láthatók lesznek a folyasztószer belsejében.
Ha a láng használata valamilyen okból elfogadhatatlan, elektromos forrasztógépeket használnak. Ilyen berendezés egy tápegység, elektromos fogó és forrasztópáka.
A hevítés és a forrasztópákával való kapcsolat későbbi kialakítása nem különbözik a fent leírtaktól. Az egyetlen figyelmeztetés: előfordulhat, hogy az alkatrészek teljes felmelegedése kevesebb időt vesz igénybe, mint égővel történő melegítéskor.
Varratképződés magas hőmérsékletű forrasztás során
Az ilyen forrasztás során gázégőt is használnak az alkatrészek melegítésére. Üzemanyaga propán és oxigén vagy acetilén és levegő keverékével történik. Lehetőség van acetilén-oxigén keverék használatára.
A szakértők azt javasolják, hogy az alkatrészeket egyenletesen és gyorsan melegítse fel. Vagyis a fűtési folyamatnak rövidnek kell lennie. A készülékben égő gáznak alacsony intenzitású fényes kék lángot kell keltenie.

Simán mozgatjuk az égőt a jövőbeni csatlakozás mentén, hogy a fűtés a lehető legegyenletesebb legyen. Amikor a réz körülbelül 750 C-ra felmelegszik, sötét cseresznye színű lesz. Ezen a ponton alkalmazzon forrasztást.
Hogy jobban felmelegedjen, égővel kicsit felmelegítheti. Ugyanakkor emlékeznünk kell arra, hogy a forraszanyagnak a csatlakozás fűtött részeiről kell megolvadnia, nem pedig az égőből. Ideális esetben minimális fűtéssel kell biztosítani a csatlakozást, amelynél a forrasztóanyag azonnal megolvad, és az első alkalommal kitölti a rögzítési rést.
Lehet, hogy ez nem működik azonnal, de a tapasztalatszerzéssel az eredmény javulni fog. Miután teljesen kitöltötte a rést forrasztással, hagyja kihűlni a csatlakozást. Jelenleg nem ajánlott hozzányúlni. Törölje le alaposan a lehűtött varrást, hogy eltávolítsa a maradék folyasztószert.
A rézvezetékek gázégővel történő forrasztásának technológiájának részletes elemzése a cikkben megadva, amelynek tartalmát javasoljuk, hogy ismerkedjen meg.
Biztonsági óvintézkedések rézcsövek forrasztásakor
A kezdő kézműveseket érdekli a rézcsövek helyes forrasztása, ugyanakkor elfelejtik a biztonságot. Ezt nem lehet megtenni. Meg kell értenie, hogy a réznek magas a hővezető képessége, ezért nem tarthatja a kezében az alkatrészeket valamilyen védelem nélkül.
Gondatlanság és gondatlanság benne réz csővezeték összeszerelés termikus égést okozhat. A kisméretű, legfeljebb 0,3 m hosszú elemeket csak védőkesztyűben vagy fogóval lehet kezelni.
Óvatosságra van szükség a fluxussal végzett munka során is. Ez egy rendkívül agresszív kompozíció. Ha a forrasztás során a bőrére kerül, azonnal hagyja abba a munkát, és bő szappanos vízzel mossa le a folyasztószert a bőréről.Ellenkező esetben nemcsak termikus, hanem kémiai égési sérülések is előfordulhatnak a bőrön.

A munkához szükséges ruhákat is helyesen kell kiválasztani. A szintetikus szövetek egyáltalán nem alkalmasak. A mesterséges szál nagyon érzékeny a magas hőmérsékletre. Könnyen megolvad és meggyullad, ezért munkához a legjobb vastag, természetes pamutból készült ruhákat választani.
Egy másik fontos szempont. Amikor az alkatrészeket felmelegítik, a folyasztószer égni kezd. Gőzei veszélyesek az emberre. Emiatt a helyiséget, ahol a rézcsövek forrasztását végzik, jól szellőztetni kell.
A tapasztalt kézművesek azt tanácsolják azoknak, akik először foglalkoznak forrasztással, hogy először gyakoroljanak a csőtörmelékeken. A gyakorlat azt mutatja, hogy három vagy négy egymástól függetlenül elvégzett csatlakozás után már megkezdheti a csővezeték telepítését. Ebben az esetben célszerű a rendszert a padlóra szerelni, és csak ezután kezdeni a forrasztást.
A kész csővezetéket alaposan le kell öblíteni tiszta forró vízzel, hogy eltávolítsuk a forrasztást és a folyasztószert az alkatrészek belsejéből.
A forrasztás során elkövetett alapvető hibák
A rézcsövek forrasztásának folyamata meglehetősen egyszerű, de némi tapasztalatot igényel. A kezdők gyakran követnek el hibákat munkájuk során.
Tekintsük a főbbeket:
- Hibák jelenléte a csatlakoztatott alkatrészek felületén. Ilyen hibák a cső vágási folyamata során jelentkezhetnek. Ha a forrasztást hiba miatt végzik, a varrat gyenge lesz.
- Szennyeződés az elemek csatlakoztatásának helyén. Az alkatrészeket vágás és tisztítás után zsírtalanítani kell.
- A beépítési rés nem megfelelő szélessége.A szabályok szerint a 6 és 108 mm közötti keresztmetszetű alkatrészeknél a résméretnek 7 és 50 mm között kell lennie.
- Az alkatrészek nem megfelelő fűtése. Ebben az esetben a forrasztóanyag nem tud megfelelően összeolvadni az aljzattal. Egy ilyen varrás kis terhelés esetén is könnyen eltörik.
- A folyasztószer nem fedi le a cső teljes felületét. Az alkatrész felületén oxidok maradnak, ami negatívan befolyásolja a varrat minőségét.
- A csatlakozási terület túlmelegedése. Fluxus égéshez, valamint oxid és vízkő képződéshez vezet. Ennek eredményeként a kapcsolat minősége erősen romlik.
- Forró csatlakozás ellenőrzése. A varrat minőségének ellenőrzése előtt meg kell győződnie arról, hogy a cső lehűlt. Ellenkező esetben a kapcsolat elkerülhetetlenül deformálódik és elveszíti erejét.
- A biztonsági szabályok figyelmen kívül hagyása. A forrasztás magas hőmérsékleten és agresszív vegyszerekkel történik. Védőruházat, maszk és kesztyű szükséges.
Egy kezdő mester számára nehéz lehet önállóan meghatározni az alkatrészek melegítési fokát, akkor érdemes szakembert hívni, és az ő irányítása alatt elvégezni az első csatlakozásokat.
Bevezeti Önt a fűtőkör rézcsövekből történő építési módszereibe. következő cikk, melynek megismerését javasoljuk.
Következtetések és hasznos videó a témában
A következő videókból további érdekes információkat tudhat meg a rézcsövek forrasztásával kapcsolatban.
Videó #1. A magas hőmérsékletű rézforrasztás jellemzői:
2. videó. A rézszerelvények helyes forrasztása:
3. videó. Milyen folyasztószerek használhatók a forrasztáshoz?
A rézcsövek saját kezű forrasztása hasznos készség, amely minden bizonnyal jól jön az otthoni ezermesternek. A réz csővezetékek nagyon hosszú ideig és problémamentesen szolgálnak.Figyelembe véve az ilyen alkatrészek meglehetősen magas költségeit, sokat megtakaríthat az önszerelésen, és kiváló minőségű csővezetéket kaphat nagyon kedvező áron.
Van személyes tapasztalata a rézcsövek forrasztással történő összekötésével kapcsolatban? Talán ismeri a munkavégzés árnyalatait? Kérjük, írjon megjegyzéseket az alábbi blokkba, tegyen fel kérdéseket, ossza meg véleményét és fotóit a cikk témájával kapcsolatban.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Nagyon ritkán találkozom rézcsövekkel, nagyon kevesen használják őket, inkább az olcsóbb és praktikusabb műanyagot részesítik előnyben. De láttam ilyen csöveket olyan házakban, amelyek „elit” státusszal rendelkeznek. Ott tökéletesen illeszkednek a belső térbe. És meg is kellett forrasztanom őket. Személyes tapasztalatból mondhatom, hogy ezt a munkát könnyű elvégezni, és vannak árnyalatok.
A réz érzékeny fém, és önmagában nem okoz problémát. De ha maga hibázik, akkor egy idő után a forrasztás helye szivárog. Mindenkinek, aki hirtelen szembesül a rézcső forrasztásának szükségességével, először is azt mondom - ne legyen lusta, és ne pazarolja az időt az előkészítő munkára! A jó kezdés fél siker.
Ha rosszul zsírtalanítja, akkor szivárog. Ha rosszul tisztítod, az ugyanaz. Másodszor: mérsékelt, de elegendő mennyiségű fluxus. Ha megbánod, kiszivárog. Ha túlzásba viszi, csúnya ízületet kap. Harmadszor: megfelelő hőmérsékleti feltételek. A túlmelegedés és az alulmelegedés egyformán rossz. Általánosságban elmondható, hogy ha először forraszt, akkor a legjobb, ha valahol talál egy darab rézcsövet, és gyakorolja, mint a tervezetben. Ugyanakkor azonosítsa a lehetséges hibáit.