Hogyan lehet könnyen hajlítani egy alumínium csövet otthon - egyszerű módszerek
Hajlítsa meg az alumínium csövet, mint fém-műanyag, otthon használhat csőhajlítót vagy rögtönzött eszközöket. A legjobb eredmény elérése érdekében előzetesen ismernie kell a folyamat bonyolultságát.

A cikk tartalma:
A gyártás jellemzői, az alumínium csövek tulajdonságai
Az alumínium csőprofilokat a gyártási módszer szerint három csoportra osztják:
- hidegen megmunkált;
- sajtolt;
- hegesztett
A hengerelt alumínium csöveket különböző módon gyártják
Az első pozíció 6-150 mm átmérőjű alumínium csövek. Általános ipari célokra szolgálnak, és a GOST szerint gyártják 18475-87 számon.
A technológia lényege, hogy egy alumínium nyersdarabot veszünk, és a tengely mentén átmenő lyukat fúrunk. Ezután a munkadarabot hengerek között görgetik, így a késztermék keresztmetszetét képezik.
A második pozíció 6-220 mm átmérőjű alumínium csövek, amelyeket a GOST 18482-79 szerint gyártanak. A technológia azon a módszeren alapszik, hogy egy fűtött munkadarabot sajtolnak egy speciális malomra. A munkadarabot a mátrixra helyezzük, és addig nyomjuk, amíg a kívánt forma kialakul. Ezután a félkész terméket hengeren hengereljük.
A harmadik pozíció az alumínium csövek, amelyek lapból vagy szalagból, más néven szalagokból készülnek, csavarással és hegesztéssel a varrat mentén belül és kívül. Az utolsó lépés szükségszerűen a késztermék forró temperálása. Ennek oka a belső feszültségek enyhítése a hegesztési területeken.
Az alumínium csövek falvastagságuk alapján további két kategóriába sorolhatók:
- 5 mm-ig – vékony falú;
- több mint 5 mm – vastag falú.

A gyártási folyamat során gyakran alkalmaznak további műveleteket, amelyek javítják a műszaki és működési jellemzőket. Minden magáról a fémről szól. +20°C alatti hőmérsékleten a deformáció a szerkezet törését okozhatja. Ezért vagy hőkezelést alkalmaznak, például izzítást vagy edzést, vagy mechanikai feldolgozást - hideg edzést, egy másik név a hideg edzés.
Mindkét fejlesztési lehetőség lehetővé teszi kemény és tartós fémek készítését képlékeny és lágy fémből. Ezeket a profilokat használják különböző kivitelekben.
És mégis, a nagy rugalmasság az alumínium csövek fő előnye. Vagyis nem nehéz deformálni vagy meghajlítani a terméket, de nem veszíti el tulajdonságait és tulajdonságait.
Hol használják az alumíniumtermékeket?
Felhasználási köre széles. A népszerűség okai:
- Az alumínium termékek nem igényelnek különleges karbantartást;
- a kapott szerkezetek egyszerűsége;
- könnyű szállítás és telepítés, beleértve azt is, ha a terméket hajlítani kell.
Főbb alkalmazási területek:
- Mezőgazdaság. Alumínium csövekből vízelvezető és öntözőrendszereket építenek, kisállatok és növények számára kerítéseket szerelnek össze.
- Olajtermelés. Az alumínium csövek közömbösek a kőolajtermékekkel szemben, és hatásuk hatására nem változtatják meg tulajdonságaikat.
- Szellőztető rendszerek. Az alumíniumtermékek könnyen deformálhatók, vághatók és fúrhatók, egyszerűen hajlíthatók, ami leegyszerűsíti a szellőző légcsatornák és aknák felszerelését.
- Építkezés. A pavilonok, hangárok és előtetők keretei alumínium csövekből készülnek. Korlátokat, előtetőket, kerítéseket készítenek.Ma már egyre gyakrabban használnak függönyös homlokzatokat az építkezésben.
- Bútorok – székek, fotelek, asztalok stb.
- Reklám – óriásplakátok, állványok, vitrin keretek.
Hasznos: Hogyan készítsünk pavilont profilcsőből saját kezűleg.
Hajlítási folyamat
Az alumínium csövet otthon is meg lehet hajlítani, de ez veszélyezteti a fém sűrűségét. A kanyar külső oldalán csökken, a belső oldalon nő. Emiatt gyakran kívülről szakadás, belül pedig összenyomódás következik be. Ez a profil csak nem terhelt szerkezetekben használható.
Nehézségek
A cső otthoni hajlítása során számos akadályba ütközhet, amelyek csökkentik a minőséget:
- Az anód típusú alumínium profilok hajlítása gyakorlatilag lehetetlen. Tartósak és kemények, így fennáll a termék törésének (repedésének) lehetősége.
- A forró extrudálással préseléssel készült csöveknél a hajlítási pontokon nagy belső feszültségek keletkeznek.
- A duralumínium, valamint a mangánt tartalmazó ötvözetek keménysége megnövekedett. Szintén nem könnyű velük dolgozni.
Ha a hengerelt csövet tanúsítvány nélkül vásárolták, akkor nem nehéz meghatározni, hogy milyen ötvözetből készült. Például a duralumínium nem hagy festéket a kezén. A csövet kalapáccsal ütögetheti. A csengő hang azt jelzi, hogy keményötvözetből készült. Az ellenőrzés másik módja, hogy a szélét reszelővel élesítjük. Ha fémlerakódás képződik rajta, akkor az ötvözet puha.
A gyártóknak meg kell jelölniük a csőprofilok felületét. Ellenőrizheti egy referenciakönyvben, és meghatározhatja az ötvözetet.
Kapcsolódó cikk: Hogyan készül fémcső hajlítás.
Hajlítási módszerek
Mielőtt otthon hajlítana egy alumínium csövet saját kezével, meg kell értenie a hajlítási módszereket. De az elején jelezni kell, hogy a csövek hidegen vagy melegen hajlíthatók. Az opció kiválasztásakor a következő tényezőket kell figyelembe vennie:
- falvastagság;
- ötvözet minőségű;
- a termék hossza;
- a végtermék konfigurációjának összetettsége.
Vannak alapvető, szintén gyakran használt konfigurációk:
- kanyar - a cső egy síkban van meghajlítva 45 ° -135 ° -os szögben;
- vetülék – két, egyenként 135°-os kanyar;
- A kalach egy félkör;
- konzol - a csövet háromszor meghajlítják (két szélső ív egyenként 135°, a középső 90°).
Az alumíniumcső otthoni helyes hajlításához figyelembe kell vennie néhány ajánlást:
- Ha egy varrattermék meg van hajlítva, a varrás nem lehet a külső vagy belső hajlítások síkjában.
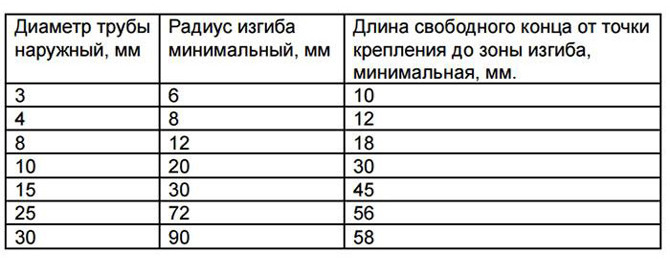
- Ha a 20 mm-nél nem nagyobb átmérőjű termékeket meghajlítják, akkor a sugár nem haladhatja meg a két csőátmérőt.
- Ha a 25 mm-nél nagyobb átmérőjű hengerelt termékeket meghajlítják, akkor a hajlítási sugárnak az átmérő háromszorosának kell lennie.
Szükséges felszerelés
Az otthoni csőhajlítás legegyszerűbb és legmegbízhatóbb módja a csőhajlító használata. Ezt a berendezést két – kézi és mechanikus – változatban mutatják be a piacon.
Mivel a feladat az alumínium csövek önálló hajlítása otthon, mérlegelnünk kell a kézi lehetőségeket. Három modellben jelennek meg:
- Kar, más néven Volnova gép. A gép kialakítása egy bizonyos átmérőjű speciális formát tartalmaz. A csövet belehelyezik. Ezután egy kar hatására elhajlik. Az eljárást a munkadarab melegítése nélkül hajtják végre.
- Nyílpuska.Itt minden fordítva van, a cső nem hajlik meg a forma körül, hanem belepréselődik.
- Rugós. Az alakzat létrehozásához egy rugót helyeznek a csőbe. Ezután a terméket melegítésnek, majd hajlításnak vetik alá. A kis profil átmérőjű művelet hidegen is elvégezhető. A befejezés után a rugót kihúzzák.
A csőhajlítókat gyakran olyan meghajtókkal látják el, amelyek javítják a folyamat minőségét. A hajtások lehetnek elektromechanikusak vagy pneumatikusak. Az ilyen berendezések használatával különböző technológiákat használhat az alumínium profilok hajlításához:
- Toló. Ezt a módszert legfeljebb 100 mm átmérőjű csövek feldolgozásakor használják. Ebben az esetben a minimális hajlítási sugár hat átmérővel egyenlő. Maga a folyamat úgy történik, hogy a csövet egy csőhajlító görgői közé tolják. Az egyik görgő ferdén áll, ami hajlítást hoz létre.
- Kölcsönzés Az alumínium csövet három egymáshoz képest szögben elhelyezett görgőn (görgőn) vezetik át. Ily módon a profilt gyűrűvé, spirálba vagy ívbe hajlíthatja. A kiváló minőség és a pontos forma elérése érdekében a folyamatot többször elvégzik. Így nem csak a kerek hengerelt termékeket hajlítják, hanem a profilozottakat is.
- Befutás. A csőhajlítónak úgynevezett gördülő feje van, amely egy golyóból és egy formából áll. A golyó nyomást hoz létre a csőszakaszon, és ahol a nyomás alacsony, a termék az ellenkező irányba hajlik. Az eljárást melegítés nélkül hajtják végre.
- Hajlítsa meg nyomás alatt. Az első lehetőség az, hogy olajat vagy vizet öntsünk nyomás alatt. A csövet először a formába kell szerelni. Az üregben létrejövő nyomás az, amely hajlításhoz vezet. A második módszer egy prés vagy bélyegző használata, amely megnyomja a hajlítási területet.

Hogyan hajlítsunk csövet otthon
Azonnal le kell foglalni, hogy ha az alumíniumtermékek hajlítását folyamatosan vagy irigylésre méltó gyakorisággal otthon végzik, akkor jobb, ha csőhajlítót vásárol. Ha alumínium csövet csőhajlító nélkül kell meghajlítani, többféleképpen is lehet.
Az első lehetőség homokot tartalmaz. Megszárítjuk és átszitáljuk. A profil egyik vége le van dugaszolva, használhatunk egy facsapot (chopik). Az előkészített homokot az ellenkező oldalra öntik. Annak biztosítása érdekében, hogy szorosan illeszkedjen a termék belsejébe, ütögesse meg a felületet kalapáccsal. Utána a vége is tompa.
Ezután az alumíniumprofilt be kell szerelni a tartóba, és a kívánt szögbe hajlítani. Konzol helyett használhat két szomszédos fát, oszlopot és egyéb feltapadt szerkezeteket, például csapokat vagy földbe vert vasalást.
A kettes számú opció ugyanaz az előző módszer, csak a profil hajlítása kiegészítő fűtéssel. Ez általában akkor történik, ha az ötvözet megnövelte a termék szilárdságát és keménységét. Itt a legfontosabb, hogy ne fűtsük fel többször ugyanazt a területet.
Az alumíniumcső otthoni hajlításának harmadik módja a sablon készítése fából. Ez egy kerek lapos blank és egy tábla. Mindkét elem azonos vastagságú, megegyezik a hajlítandó termék átmérőjével. Könnyen rögzíthetők asztalhoz vagy munkapadhoz bilincsekkel vagy csavarokkal. A hengerelt terméket faelemek közé helyezzük, és a nyersdarab köré hajlítjuk. A tábla megállóként szolgál.

A negyedik módszer szerint a profilt homokkal töltjük fel, a végeit két ütközőre fektetjük, és egy kalapáccsal kihajlást alakítunk ki.
Az ötödik módszert akkor alkalmazzák, ha tartós ötvözetből készült nagy átmérőjű alumínium csövet kell meghajlítani.Ehhez szükség lesz egy darálóra és hegesztőgép:
- Határozza meg a kanyar helyét. Hosszát krétával jelöljük.
- Darálót használnak a külső felület mentén történő vágásokhoz.
- Hajlítsa meg a kívánt szögbe. A nyílások kívül vannak.
- A vágásokat elektromos hegesztéssel hegesztik.
A videó az alumíniumcső otthoni hajlításának egyik egyszerű és eredeti módját mutatja be.
Alapvető hibák a munka során
Az alumíniumprofilok hajlítása során elkövetett legnagyobb hiba az ötvözet helytelen azonosítása. Ha kemény és tartós, akkor a cső nem hajlítható fűtés nélkül. Ha sikerül egy kanyart, akkor a minőség alacsony lesz. Nagy a valószínűsége annak, hogy a kanyarban repedések jelennek meg.
A második hiba a rosszul kiválasztott hajlítási sugár. Mint fentebb említettük, ezt a paramétert a profil átmérőjének figyelembevételével választják ki. És minél nagyobb ez a méret, annál nagyobbnak kell lennie a sugárnak. Például lehetetlen egy 50 mm átmérőjű hengerelt alumínium csövet 100 mm hajlítási sugarú termékké úgy meghajlítani, hogy a felületet ne fedje be repedéshálózat. Még a fűtés sem segít.
A cső fűtését megfelelően kell végrehajtani. És ez a harmadik hiba. Ehhez használjon gázégőt vagy hagyományos fújólámpát. Annak ellenőrzéséhez, hogy az alumínium a kívánt állapotra melegedett-e vagy sem, papírt kell vinnie a fűtött területre. Ha füstölni kezd, az azt jelenti, hogy a hőmérséklet elegendő a hajlítási folyamat megkezdéséhez.
A fent leírt módszerek nem mindegyike teszi lehetővé a hajlítóprofil konfigurációjának nagy pontosságát. Például, ha egy kis átmérőjű darabot kell meghajlítani, akkor jobb, ha ezt a cső végén, és nem a közepén teszi.
A legkisebb felület eléréséhez hullámos résszel jobb, ha a terméket hideg módszerrel hajlítják, majd nyújtják.
Ha a profilfalak nagy szilárdságára van szükség, akkor jobb a hidraulikus hajlítási módszer alkalmazása. Ez abból áll, hogy vizet vagy olajat öntenek nyomás alatt a belsejébe.
Különféle módszerekkel hajlíthat alumínium csövet speciális felszerelés nélkül is. A lényeg az, hogy olyan módszert válasszunk, amely figyelembe veszi a profil paramétereit, és megfelel a görbületi sugárra vonatkozó követelményeknek.
Szeretnék megjegyzéseket hallani az alumínium csövek saját kezű hajlításának különböző módjairól. Ossza meg a cikket a közösségi hálózatokon, mentse el a könyvjelzők közé.
Kézi csőhajlítás csőhajlító nélkül a videóban.




A cikkben szereplő anyag világos és hasznos számomra. Viszont lenne egy kérdésem: lehet-e Ø16 mm-es alumínium csövet úgy hajlítani, hogy a csövek végei közötti távolság 20 mm legyen? vagy min. csak 30 mm?