A hengeres csőmenetek mérőeszközeivel történő vezérlés módszereiről
Az elmúlt években az acél kollektoros és külső alumíniumházas bimetál radiátorok joggal váltak egyre népszerűbbé a szekcionált fűtőberendezések körében.Az európai technológiáknak megfelelően a legtöbb gyártó fűtőberendezéseinek belső menetei hengerlési módszerrel készülnek. A hengerelt menetek tartós és biztonságos menetes csatlakozást biztosítanak, amit a bimetál radiátorok sokéves sikeres használata bizonyít.
A GOST 31311-2005 „Fűtőberendezések. Általános műszaki feltételek" (8.2. pont) a fűtőberendezések menetes csatlakozásait menetmérővel tesztelik. Ugyanakkor az egyes menetes technológiát alkalmazó radiátorgyártók, valamint a non-profit ipari szövetségek többször is javasoltak/fellebbeztek különböző kormányzati szervekhez, osztályokhoz és szolgálatokhoz azzal a követelménnyel, hogy a belső meneteket sima idomokkal is ellenőrizzék.
Ez a cikk megvizsgálja ezeknek a javaslatoknak az érvényességét, és egy ilyen további követelmény bevezetésének célszerűségét a G1 menet példáján keresztül, amelyet a legtöbb fűtőberendezésen használnak.
Először nézzük meg a csőmenetek készítésének alapvető követelményeit.
- A hengeres csőmenetek paramétereit a GOST 6357-81 „A felcserélhetőség alapvető szabványai” határozza meg. Hengeres csőmenet”, amely szerint:
A névleges menetprofilnak és elemeinek méreteinek meg kell felelniük az 1. rajzon feltüntetetteknek:
1. rajz
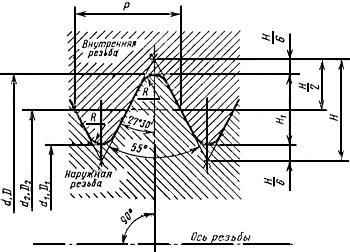
A fenti mutatók méretei milliméterben a G1 menethez az 1. táblázatban láthatók:
Asztal 1
| P lépés | N | H1 | R | |||
| 2,309 | 33,249 | 31,770 | 30,291 | 2,217774 | 1,478515 | 0,317093 |
Ugyanakkor ugyanazon GOST 6357-81 szerint megengedett a megadott értékektől (tűrések) eltérésekkel rendelkező szálak elkészítése, amelyektől függően a menet a GOST 6357-81 szabványnak is megfelel.
A külső és belső menetek tűrésmezőinek sémája a 2. rajzon látható.
A névleges (ideális) menetprofiltól való eltéréseket a menettengelyre merőleges irányban számoljuk.
2. rajz
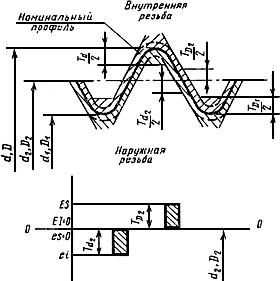

— d, d2, D1, D2 átmérőtűrések
A külső és belső menetek átmérőjének tűréseinek számszerű értékeinek meg kell felelniük a 3. táblázatban megadottaknak:
3. táblázat
| Menetméret megjelölése | P emelkedés, mm | Külső menet | Belső menet | ||||
| Menet átmérők | |||||||
| a külső menet átmérője | a külső menet átlagos átmérője | átlagos belső menet átmérő | belső menet belső átmérője | ||||
| Tűrések, mikron | |||||||
| Td | Td2 | TD2 | TD1 | ||||
| A osztály | B osztály | A osztály | B osztály | ||||
| G1 | 2,309 | 360 | 180 | 360 | 180 | 360 | 640 |
Vegye figyelembe, hogy az 1. táblázat szerint a H1 (a menetprofil munkamagassága) értéke 1,478515 mm, és a 3. táblázat szerint a belső menet belső átmérőjének D1 és külső átmérőjének tűrései. a d külső menet 640 μm, illetve 360 μm . A 3. ábra a G1 belső és külső menetprofilokat mutatja, amelyek a névleges profiltól való legnagyobb megengedett eltéréssel készültek a 3. táblázat szerint. Ezen túlmenően ezek a menetprofilok teljes mértékben megfelelnek a GOST 6357-81 követelményeinek.
3. rajz
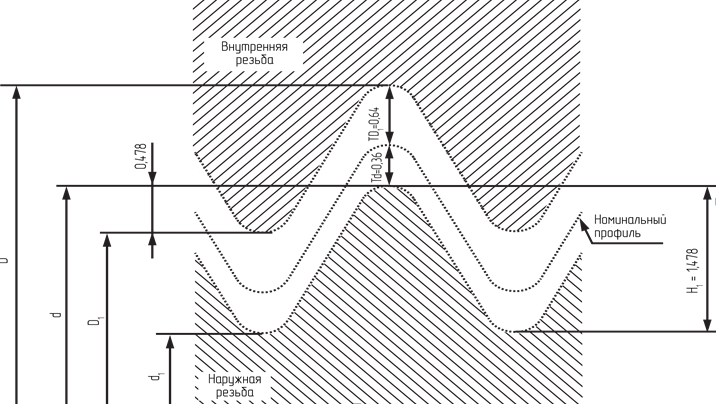
A rajzon jól látható, hogy ebben az esetben a menetprofil magasságának csak 32,4%-a vesz részt a menetes csatlakozásban.
Ebben a tekintetben különösen meglepő egyes fűtőberendezés-gyártók, valamint a szakosodott ipari szövetségek álláspontja, amelyek elfogadhatatlannak tartják, hogy egy menetet elfogadhatónak ismerjenek el, ha a menetprofil a névleges értéknek csak 38%-a. Úgy tűnik, ezek a gyártók és egyesületek egyszerűen nem értik a GOST 6357-81 alapvető alapjait abból a szempontból, hogy melyik menetet (milyen méretekkel) tekintik ennek a GOST-nak megfelelően készültnek.
Véleményünk szerint az ilyen jelentős tűrések szükségessége összefügg az 5.1.6 „SP 73.13330.2016 Épületek belső szaniterrendszerei” bekezdés követelményével, amely szerint „Az egységek összeszerelésekor a menetes csatlakozásokat tömíteni kell.
Tömítőanyagként a szállított közeg 378 K (105°C) hőmérsékletig tartó menetes csatlakozásaihoz vörös ólommal vagy fehér ólommal impregnált FUM szalag vagy lenszálak használata javasolt a GOST R 53484 szerint., természetes szárítóolajjal, vagy speciális tömítőpasztákkal-tömítőanyagokkal keverve.”
Most folytassuk e cikk fő kérdését: mennyire tanácsos a fűtőberendezések meneteinek szabályozására vonatkozó szabályozási dokumentációba belefoglalni a belső menetek sima idomokkal történő kötelező ellenőrzésére vonatkozó követelményt.
Elemezzük a fűtőberendezések belső meneteinek sima áteresztő idom segítségével történő felügyeletére vonatkozó javaslatot:
Tekintsük az ideális megoldást, ha a belső menetet szigorúan a GOST 6357-81 szerint készítik, azaz. ideális esetben a névleges profilnak megfelelően, tűrés nélkül. Ebben az esetben a 2. táblázat szerint a belső menet átmérője 30,291 mm lesz.
Próbáljuk meg ellenőrizni ezt a szálat egy sima áteresztőképességgel.
A 6.2. GOST 2533-88 „Mérmérők csőmenetekhez. A külső és belső menetek vizsgálatához használt sima idomszer átmérőjének tűréshatárait a 4. táblázatban megadott képletek szerint kell meghatározni.
4. táblázat
| Kijelölés (típusszám) kaliber | A kalibertípus neve és célja | Kaliber átmérő | |
| Megnevezés | Maximális eltérés | ||
| Belső menetmérők | |||
| PR (23) | Sima áteresztő dugómérő |  |  |
| NEM (24) | Sima, nem megy dugós mérő |  |  |
A H1 és Z1 mutatók értékeit az 5. táblázat tartalmazza.
5. táblázat
| TD1 érték a GOST 6357 szerint | H1, µm | Z1 |
| 375 µm-ről 710 µm-re | 26 | 52 |
A fenti táblázatokban szereplő adatok elemzéséből az következik, hogy a sima átmérőjű átmérője egyenlő lesz:
- névleges érték: D1+ 52 µm = 30,343 mm
- érték maximális felső eltéréssel: D1+ 52 µm + 13 µm = 30,356 mm
- érték maximális kisebb eltéréssel: D1+ 52 µm - 13 µm = 30,330 mm
Vegye figyelembe, hogy a 2.3. A GOST 24939-81 „Mérmérők hengeres menetekhez” 2. függeléke „A mérőeszközök használatának szabályai” „a sima átmérőjűnek szabadon kell belépnie a szabályozott menetbe saját súlya vagy bizonyos erő hatására”.
Ezzel kapcsolatban paradox képet kapunk, amelyben egy sima, kopásmentes átmenő idomnak, amelynek minimális lehetséges átmérője 30,330 mm, szabadon illeszkednie kell a GOST 6357-81 szerint ideálisan elkészített menetbe, amelynek átmérője ami 30,291 mm (névleges), ami alapvetően lehetetlen.
Így a GOST 6357-81 szabványnak megfelelően tökéletesen elkészített menet sima átmérőjű ellenőrzésekor a szálat úgy ismerjük el, hogy nem felel meg a GOST 6357-81 szabványnak, ami önmagában abszurd.
Ez részben megmagyarázza azokat az eseteket, amikor a GOST 6357-81 A osztálynak megfelelően készült menetes csatlakozások, amelyek a megengedett eltérések (tűrések) tekintetében pontosabb menetezést igényelnek, sima átmérőjű vizsgálatkor elutasításra kerülnek.
A fentiek figyelembevételével megállapíthatjuk, hogy egy további követelmény bevezetése a fűtőberendezések belső meneteinek ellenőrzésére sima átmenő idomokkal nemcsak nem biztosítja a menetek végrehajtásának ellenőrzését a GOST 6357-81 szerint, hanem , éppen ellenkezőleg, abszurd helyzethez vezet, amikor a GOST követelményeinek teljes mértékben megfelelő fűtőberendezéseket hibásnak tekintik.
Ezután elemezzük azt a javaslatot, amely a fűtőberendezések belső meneteinek sima átmenő mérőeszközzel történő felügyeletére vonatkozik:
Tekintsük azt a lehetőséget, amikor a belső menet a GOST 6357-81 szabványnak teljes mértékben megfelel, de a GOST által biztosított maximális tűréshatárral - 640 mikron (lásd a TD1 mutatót a 3. táblázatban). Ebben az esetben a belső menet átmérője 30,931 mm lesz.
Próbáljuk meg ellenőrizni ezt a szálat egy sima no-go mérővel.
A 4. táblázatban és az 5. táblázatban megadott adatok elemzéséből az következik, hogy egy sima, nem-menő idomszer átmérője egyenlő lesz:
- névleges érték: D1+ 640 µm = 30,931 mm
- érték a maximális felső eltérésben: D1+ 640 µm + 13 µm = 30,944 mm
- érték a maximális alsó eltérésben: D1+ 640 µm - 13 µm = 30,918 mm
Vegye figyelembe, hogy a 2.4. A GOST 24939-81 „Mérmérők hengeres menetekhez” 2. függeléke „A mérőeszközök használatának szabályai” „a sima, nem járó idomszer nem léphet be a szabályozott menetbe saját súlya vagy bizonyos erő hatására.”
Ezzel kapcsolatban ismét egy paradox képet kapunk, amelyben egy sima, kopásmentes NON-átmérő, amelynek minimális lehetséges átmérője 30,918 mm, NEM szabad szabadon illeszkednie a GOST 6357-81 szerint, maximális tűréssel készült menetbe. , melynek átmérője 30.931 mm , ami alapvetően lehetetlen.
Így a GOST 6357-81 szerint készült szál sima NEM GOING idomszerrel történő ellenőrzésekor ez a szál nem felel meg a GOST 6357-81 szabványnak, ami önmagában abszurd.
A fentiek figyelembevételével arra a következtetésre juthatunk, hogy a fűtőberendezések belső meneteinek ellenőrzésére vonatkozó további követelmény bevezetése sima át nem menő idomokkal nem biztosítja a menetek végrehajtásának ellenőrzését a GOST 6357-81 szabványnak való megfelelés érdekében.
Így a fenti elemzés egyértelműen azt jelzi, hogy a sima idomok használata nemcsak hogy nem képes egyértelműen megállapítani, hogy egy menet megfelel-e vagy nem felel meg a GOST 6357-81 követelményeinek, hanem egy olyan menet felismeréséhez is vezethet, amely teljes mértékben megfelel ennek a GOST-nak, mivel hibás.
Maguk a sima mérőeszközök használatának szabályai különösen érdekesek. Ezeket a GOST 24939-81 „Mérmérők hengeres menetekhez” (2. függelék „A mérőeszközök használatának szabályai”) tartalmazza.
Így a sima átmenő dugós idomszerhez az a követelmény, hogy a mérőeszköznek szabadon be kell lépnie a szabályozott menetbe saját súlya vagy bizonyos erő hatására, a sima át nem menő dugós idomszerhez pedig az, hogy ez a mérőeszköz nem léphet be a szabályozott menetbe saját súlya vagy bizonyos erőssége hatására.
Ugyanakkor sem a kaliberek használatára vonatkozó szabályok, sem a GOST 24939-81, sem más szabályozó dokumentumok nem határozzák meg, hogy kinek és hogyan kell meghatároznia ennek az erőnek a nagyságát, és milyen irányban kell hatnia a kaliberre.
Ebből egyértelmű következtetést vonhatunk le, miszerint a kaliberek alkalmazására nincs egységes, a vonatkozó szabályozás által meghatározott módszertan.
Ezen túlmenően véleményünk szerint a fűtőberendezések meneteinek vizsgálatára vonatkozó követelmények tárgyalásakor célszerű figyelembe venni a fűtőberendezésekhez közvetlenül csatlakoztatott fűtőrendszerelemekre vonatkozó szabványok hasonló feltételeit.
Tehát a „2. Szabályozási hivatkozások" GOST 30815-2002 "Automatikus termosztátok az épületek vízmelegítő rendszereinek fűtőberendezéseihez" GOST 6357-81 szerepel, azonban a szövegben nem szerepel tovább. Talán emiatt a GOST 30815-2019 új kiadásában a GOST 6357-81 teljesen hiányzik a szabályozási hivatkozások listájából.
Ezenkívül a GOST 21345-2005 „Kúpos és hengeres golyóscsapok” szabványban a GOST 6357 szintén nem szerepel.
Így a GOST 30815-2019 és a GOST 21345-2005 szabványokban a fűtőberendezésekhez közvetlenül csatlakoztatott fűtőrendszerek elemeire vonatkozóan nincsenek követelmények a menetek GOST 6357-81-nek való megfelelés vizsgálatára.
Ezzel kapcsolatban nem világos, hogy a fűtőberendezések meneteinek további sima mérőeszközökkel történő vezérlésére irányuló javaslatok szerzői pontosan milyen célt követnek anélkül, hogy a fűtőberendezésekhez közvetlenül csatlakoztatott fűtőrendszerek elemeinek meneteit egyáltalán ellenőriznék.
Véleményünk szerint teljesen értelmetlen vitát folytatni a sima mérőeszközök használatáról a fűtőberendezések belső menetének ellenőrzésére a következők jelenlétében:
- a belső menet névleges átmérője és a sima furat e cikkben meghatározott névleges átmérője közötti eltérések,
- a kaliberek használatára vonatkozó egységes jóváhagyott módszertan hiánya,
- a fűtőberendezésekhez közvetlenül csatlakoztatott fűtési rendszerek elemei tekintetében a menetekre és a szabályozási módszerekre vonatkozó követelmények hiánya.
Ezen túlmenően annak megállapítására, hogy a sima mérőeszközökkel végzett vizsgálatok eredményei hogyan befolyásolják a fűtőberendezések menetes csatlakozásainak szilárdságát, egy sor tesztet végeztünk. Háromféle radiátorszakaszból nyolc mintát választottak ki tesztelésre:
- alumínium (AL),
- bimetál acél függőleges és vízszintes hővezető csatornákkal (BM),
- alumínium radiátorok acél függőleges hővezető csatornákkal (ASVK).
Minden mintát menetes (go- és no-go) idomszerekkel teszteltek, és ezenkívül sima idomszerekkel is tesztelték. A sima mérőeszközökkel végzett vizsgálatok eredményeit a 6. táblázat tartalmazza.
A 7. és 8. mintát úgy választottuk ki, hogy a nem áthaladó sima idomszer erőfeszítés nélkül, enyhe holtjátékkal szabadon illeszkedjen a radiátorrészek menetes furatába. A mintákat a radiátor gyártója által ajánlott csavarokkal csavaroztuk be. A statikus szakítószilárdsági vizsgálatokat addig végezték, amíg a minták meghibásodtak egy minősített laboratóriumban.
6. táblázat
Statikus szakítóvizsgálati eredmények
| Mintaszám | Radiátor típusa | Ellenőrzés sima átmérővel | Ellenőrzés sima no-go műszerrel | Törésterhelés, N | Az arányosság határa. Rúd |
| 1 | BM | negatív | pozitívan | 48 791 | 604,10 |
| 2 | ASVK | pozitívan | pozitívan | 41 884 | 525,71 |
| 3 | ASVK | pozitívan | pozitívan | 35 309 | 444,65 |
| 4 | BM | pozitívan | pozitívan | 108 272 | 1249,13 |
| 5 | AL | pozitívan | pozitívan | 39 924 | 502,09 |
| 6 | BM | negatív | pozitívan | 102 473 | 1061,17 |
| 7 | BM | pozitívan | negatív | 46 272 | 563,17 |
| 8 | BM | pozitívan | negatív | 52 987 | 619,63 |
A vizsgálati eredményeket a vizsgálólaboratórium hivatalos jegyzőkönyvei, videó- és fényképfelvételek igazolják.
A 4. számú minta példáján jól látható, hogy bimetál radiátor tesztelésekor a menetes csatlakozásban deformáció lép fel.

Alumínium radiátor és acél hővezető csatornás radiátor tesztelésekor a radiátorrész testében roncsolás történt.

A megadott adatokból az következik, hogy nem sima átmenő (1., 6. minta) vagy át nem menő (7., 8. minta) idomszerrel nem tesztelt, de teljes mértékben megfelel a fűtőtest menete. A GOST - 6357 követelményei, menetmérőkkel tesztelve, olyan menetes csatlakozást képeznek, amelynek arányos deformációjának határa sokszor meghaladja a fűtési rendszerek más elemei által ellenálló nyomásértékeket.
Az is jelzésértékű, hogy azok a radiátorok, amelyek menetét nem vizsgálták sima idomszerrel, a megbízhatóság és a menetes csatlakozás tönkremenetelének biztonsága tekintetében hasonló, sőt esetenként jobb eredményeket mutattak azokhoz képest, amelyek menetét mindketten megvizsgálták. sima kaliberek.
Ez ismét bizonyítja, hogy a menetek sima idomokkal történő ellenőrzése semmilyen módon nem befolyásolja a fűtőtest menetes csatlakozásának szilárdságát, és ennek következtében a készülék biztonságát és megbízhatóságát.
Ezenkívül a 7. és 8. számú minta esetében a menetes csatlakozás meghibásodási terhelése nagyobbnak bizonyult, mint az alumínium radiátor szakasz és a függőleges acélcsatornás radiátor házának meghibásodási terhelése. Különösen jelentős, hogy az acél függőleges csatornás alumínium radiátorok rosszabb eredményeket mutattak, mint a hagyományos alumínium radiátorok.
Ebben a cikkben a fentiek alapján egyértelmű következtetést vonhatunk le, hogy a fűtőberendezések belső meneteinek felügyeletére jelenleg rendelkezésre álló módszerek csak menetmérőkkel (GOST 31311-2005 8.2. pont) több mint elegendőek a fűtőberendezések gyártásához. a fogyasztók számára megbízható és biztonságos fűtőberendezések.



