Hegesztési varratok és csövek ellenőrzése – hogyan történik a csővezetékek hibafeltárása?
Két cső hegesztési varrata a csővezetékek legmegbízhatatlanabb szakasza. Az, hogy mennyi ideig fog tartani az autópálya, a minőségétől függ.Az építmény üzemeltetése során bekövetkező balesetek elkerülése érdekében a csővezetékek hibafeltárását végzik. Ez különösen fontos a föld alatti autópályák esetében.
A cikk tartalma:
Általános információ
Számos módszer létezik a csőhegesztések hibáinak észlelésére:
- mágneses;
- akusztikus;
- elektromos;
- optikai.
Feladatuk az illesztések tömítettségének, a varratokban lévő fém szilárdságának meghatározása, hogy vannak-e feszültségek és egyéb paraméterek, amelyek meghatározzák a csővezetékek megbízhatóságát. Ugyanakkor a hibaészlelési módszerek szinte azonosak minden típusú csővezetéknél: hő-, gáz-, víz-, olajvezetékek.
A fent említett módszerek mindegyike a „roncsolásmentes” technológiák kategóriájába tartozik. Vagyis a hibafelismerést közvetlenül az építkezésen végzik. A csőkötések nem sérülnek meg, ami csökkenti a szerelési munkák költségeit.
A csővezetékhiba-észlelés egy hibadetektornak nevezett szkenneren alapul. Minden technológiának megvan a saját működési elve ehhez a berendezéshez. A leghatékonyabb hibaérzékelők:
- örvényáram;
- ultrahangos;
- mágneses por;
- hajszálcsöves.

Részletek a módszerekről
A csővezetékek hibáinak felderítése olyan eljárás, amelyet a csővezeték felszerelése után kell elvégezni. Ezzel elkerülhető, hogy működés közben megsemmisüljön. A hibafelismerés lehetővé teszi a csövek esetleges hibáinak azonosítását. A diagnosztikai folyamatban használt szkennerek működési elve eltérő. Ezért először érdemes mindegyiket részletesebben tanulmányozni.
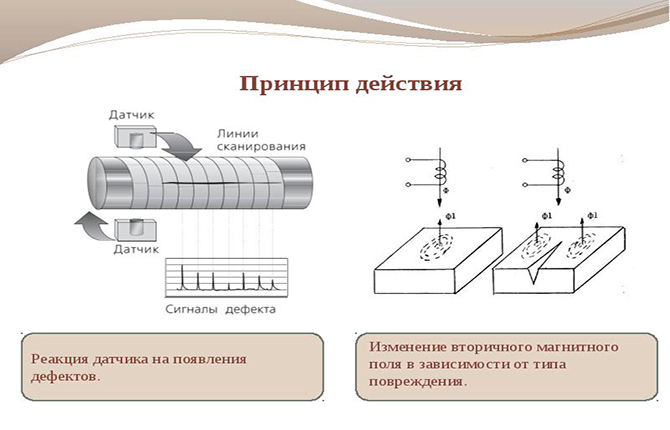
Örvényáram hibaérzékelők
A készülék működési elve örvényáramok létrehozásán alapul, amelyeket a csővezeték külső síkjából a belsőbe irányítanak a hegesztési varraton keresztül. A homogén fémszerkezeten áthaladó áram nem változtatja meg a paramétereit. Ha a varraton belül hibák vannak, vagyis megsérül a homogenitása, az ellenállás megnő, ami csökkenti az örvényáram erősségét.
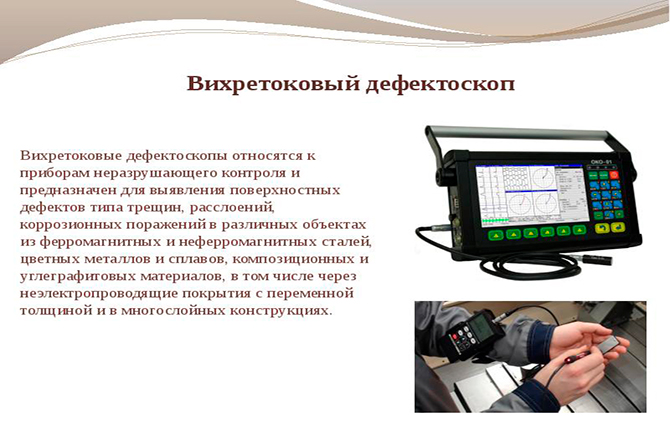
A hibaérzékelő rögzíti és megfejti ezt a csökkenést, meghatározva a varrat minőségét, a hibákat és a heterogenitást.
A módszer előnyei:
- nagy sebességű munkavégzés;
- alacsony eredmény hiba;
- alacsony működési költség.
Mínuszok:
- a vizsgált varrat vastagsága nem haladja meg a 2 mm-t;
- A készülék megbízhatósága alacsony.
Ultrahangos hibaérzékelők
A csővezetékek ultrahangos hibafelismerése a leggyakrabban használt technológia. Öt különböző módszerrel végzik el a hibák észlelésére:
- Impulzus visszhang módszer.
- Homályos.
- Echo-tükör.
- Tükör-árnyék.
- Delta módszer.
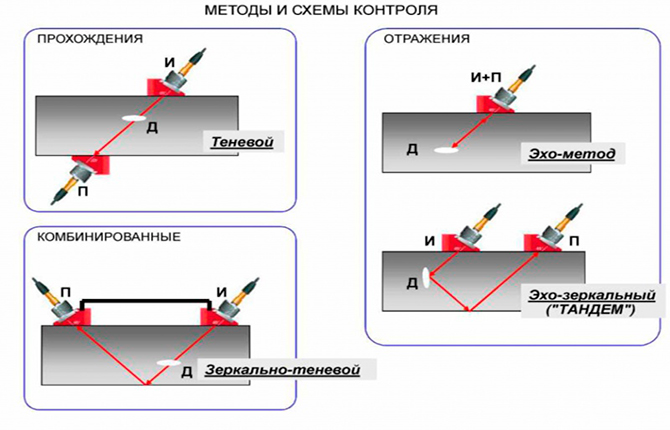
Az első esetben az ultrahangot a készülék a hegesztési rétegen keresztül küldi. Ha a fém belsejében hibák vannak, az impulzus visszhang formájában tükröződik. Vagyis visszajön az ultrahang. A készülék rögzíti a visszatérési időt, amely meghatározza a mosogató vagy pórus mélységét.
A második esetben nemcsak ultrahangos jelet küldő eszközt használnak, hanem reflektort is. Ez utóbbit a csővezeték hegesztett csatlakozásának ellenkező oldalára kell felszerelni. Ha ismert a készülék két része közötti távolság és a hang haladási ideje, akkor a második paraméter (nagyítás) változtatásával meg lehet határozni, hogy hol található a hiba és mekkora.
Az ultrahangos hibaészlelés harmadik változata hasonlít az elsőre.Csak a hibaérzékelőhöz tartozik reflektor, amely a varrat felső felületére van felszerelve, akárcsak a jeladó. Mindkét elem egymással párhuzamosan helyezkedik el. Ha jel érkezik a vevőhöz, az azt jelenti, hogy hiba van a fémben, amely visszaverte a sugarat.
A következő módszer hasonló az előzőhöz. A különbség az, hogy a jelzőberendezés és a reflektor 90°-os szöget zár be egymással.
Az ultrahangos hibafelismerés ötödik módszerét ritkán alkalmazzák. Ennek oka a berendezés beállításának bonyolultsága és a kapott eredmények hosszadalmas megfejtése. Az ultrahang energia átirányításán alapul, melynek iránya megváltoztatja a varrat hibáját.
Ebben az esetben egy keresztirányú gerendát szállítanak, amely hosszirányúvá alakul. Részleges tükörvisszaverődés lép fel. A reflektor pontosan felfogja a hosszirányú jelet, melynek erőssége határozza meg a hiba nagyságát válik.

Mágneses porhiba-érzékelők
Ez a hibaészlelés az acél azon tulajdonságán alapul, hogy megváltoztatja a mágneses mezőt olyan területek közelében, amelyek kis sűrűségükben különböznek a fő résztől. Itt gyengébb lesz. A fém belsejében lévő repedések, üregek vagy pórusok sűrűsége alacsony a bennük lévő levegő miatt.
A csővezetékek hibáinak kimutatására mágneses port, más néven ferromágneses anyagot használnak. A hegesztési varratra öntik, ahol az elektromos áramot két tekercs - mágnesező és kiegészítő - biztosítják. A fém belsejében lévő elektromosság mágneses mezőt hoz létre. Ha vannak hibák, gyengül körülöttük. Ez az oka annak, hogy a mágneses por vonzza.

Ha a vizsgálat során por gyűlik össze a felületen, ez egy dolgot jelez: ezen a területen hibát találtak a varratban.Ezzel a módszerrel a főcsővezetékek in-line hibakeresése történik.
Két lehetőség van a tesztelésre - száraz és nedves. Az első esetben mágneses port használnak. A második esetben ennek a pornak a szuszpenziója vizes oldat.
Annak érdekében, hogy a második lehetőséggel végzett vizsgálat minősége magas legyen, a vizsgált felületet ezen kívül köztes anyaggal - műszaki olajjal, zsírral és másokkal - kell kezelni.
A mágneses részecskehibák észlelésének előnyei a következők:
- tiszta eredmény, látható kiegészítő eszközök nélkül;
- alacsony ár.
Hibák:
- kis vizsgálati mélység - legfeljebb 1,5 mm;
- csak ferromágneses ötvözetekből összeállított csővezetékeken használható;
- nagy csövek lemágnesezési nehézségei.

Kapilláris hiba érzékelők
Ezt a technológiát a szabad szemmel nem látható kis felületi repedések kimutatására használják. Megerősítik, hogy a fém a csővezeték két szakaszának találkozásánál heterogén.
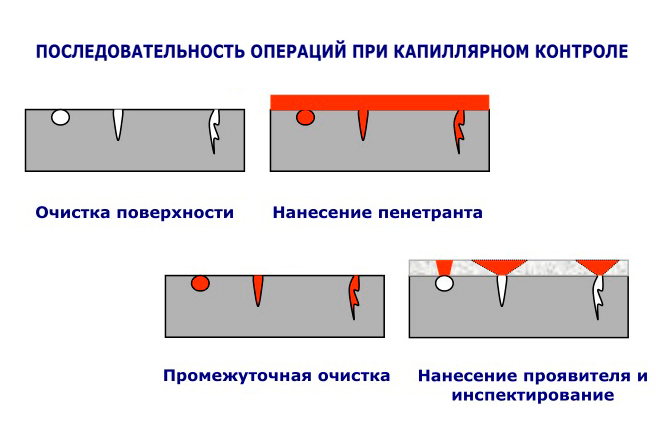
A csővezetékhiba-észlelési folyamat a következőképpen történik:
- A hegesztési varratra indikátor anyagot, penetránst visznek fel. Képes behatolni a legkisebb hibákba a kapilláris erők hatására. Innen ered a módszer neve.
- A kezelt felületet megtisztítják a felvitt anyagtól, amely már mélyen behatolt a fémbe.
- A tetejére fehér por formájú előhívót viszünk fel. Ez lehet talkum, magnézium-oxid vagy más anyag. Fontos tulajdonsága van - adszorpció. Vagyis más anyagokat képes felszívni.
- Az előhívó elkezdi kihúzni a penetránst a repedésekből, ami ízületi hibák mintázatát képezi a fehér por felületén.Ugyanakkor az indikátor jól látható az ultraibolya sugarakban.
Az ilyen típusú csővezetékhiba-észlelést általában akkor alkalmazzák, ha szükséges a fém felületi hibáinak észlelése a csomópontnál. Mély hibák esetén használhatatlan. És ez egy mínusz. A fő előny a könnyű végrehajtás.
Eredmények
A fő csővezetékek csőkötéseinek ellenőrzéséhez nem szükséges egyetlen hibaészlelési módszert alkalmazni. Mindegyik területet így vagy úgy meg lehet vizsgálni. Az optimális módszer kiválasztásakor először fel kell mérni, hogy az ízület mennyire felel meg neki. Például a kapilláris módszer alkalmas vízvezetékekre, olaj- ill gázvezetékek csak ultrahangos.
A csővezeték hibáinak felderítése szükséges eljárás, amely lehetővé teszi a lefektetett csővezeték minőségének értékelését és az összes lehetséges hiba azonosítását. Számos módszerrel hajtják végre. Jobb, ha az eljárást a csővezeték telepítésének szakaszában hajtják végre, hogy a munka befejezése után ne találkozzon kellemetlen „meglepetéssel” szivárgás vagy szakadás formájában.
Melyik módszert választanád szívesebben és miért? Írd meg kommentben. Ossza meg a cikket a közösségi hálózatokon, és mentse el a könyvjelzőkbe, hogy ne veszítse el a hasznos információkat.
Javasoljuk továbbá, hogy nézzen meg válogatott videókat a témánkkal kapcsolatban.
Fővezetékek lineáris részének diagnosztikája.
Hogyan kell elvégezni a hegesztési varratok röntgenvizsgálatát a gyártás során.



