Mi az argonhegesztés: hogyan kell helyesen használni, lépésről lépésre
Az argonhegesztés a fémek összekapcsolásának egyik fajtája az elektromos íveljárással.Volfrámelektróda segítségével inaktív gázgömbben ívet gyújtanak meg. Ugyanakkor a hegesztett részek élei megolvadnak, megbízhatóan összekapcsolva egy egésszé.
A cikk tartalma:
Argon hegesztés - jellemzők és leírás
Az argonhegesztés jellemző tulajdonságának tekinthető az elektromos és gázhegesztési elvek sikeres kombinációja. Ezzel a hegesztési technikával kiváló minőségű varratokat készítenek. Gondosan csiszolják őket, és a teljes munkaciklus végén az illesztések teljesen láthatatlanok.

A folyamat fő tényezője az elektromos ív. Itt megtörténik az elektromos energia hőenergiává való átalakulása. A magas hőküszöb megolvasztja a fémet a hegesztési ponton. Ha simán mozgatja az ívet, akkor az anyag összeolvadása és a munkadarabok megbízható csatlakoztatása érhető el. Az elektróda mozgatásával a hegesztési medence paraméterei, a hegesztési sebesség, a behatolás mértéke, a varrat minősége és szélessége beállítható.
A rések kitöltéséhez és a varratra magas fémgyöngy hegesztéséhez töltőhuzalt használnak. Összetételében meg kell egyeznie a hegesztendő anyaggal. A töltőhuzalt kézzel vezetik az olvadáspontig.
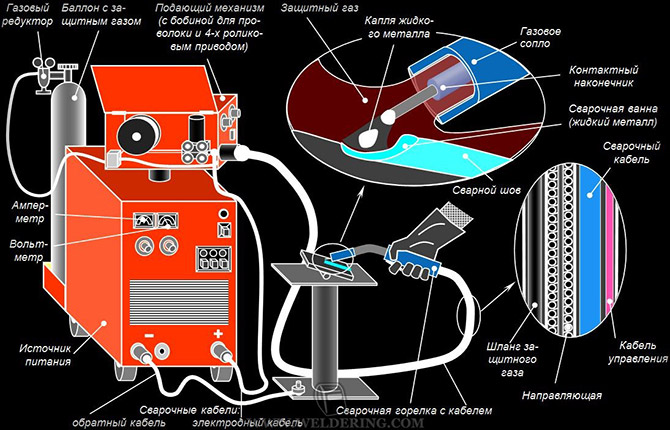
A tápáramforrás egy inverter típusú egység vezérléssel, nulla gázellátó rendszerrel és csatlakozókkal, ahol az égő csatlakozik. Az áramerősség változhat, lehet állandó vagy váltakozó.
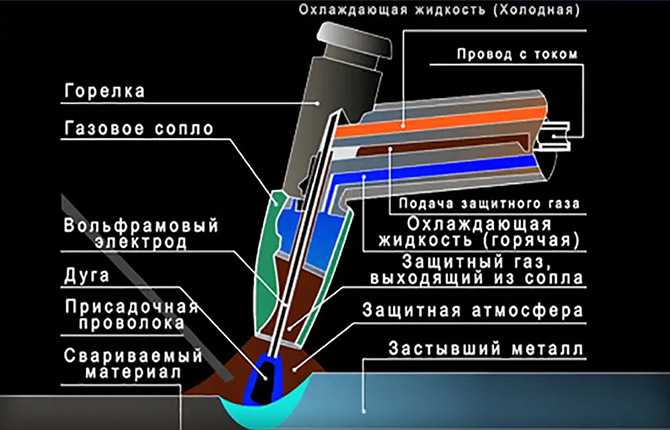
Amikor egy argonhegesztő egység működik, inert argongázt juttatnak a szerszám fúvókán keresztül az ívzónába. „Kiszorítja” a légköri levegőt, beleértve az oxigént és a nitrogént is a hegesztőmedencéből. A fém varratok így megbízhatóan védettek a hegesztés során. Az ív alapja, egy nem fogyó wolframelektróda is védett. Ha a hegesztést inert gáz nélkül végzik, a wolfram az oxigén agresszív hatásának van kitéve, és megsemmisül.
A légköri levegő negatívan befolyásolja a hegesztési folyamat minőségét. Inert gázt használnak a fúziós zóna légköri oxigéntől való védelmére. Az általános gyakorlatban ez az argon. Hélium használható erre a célra, de költsége sokkal magasabb. Az argon alacsony árát az magyarázza, hogy az ipari levegős oxigén- és nitrogénszeparációs eljárás mellékterméke.
Az argon ívhegesztés előnyei:
- Esztétikus, nagy szilárdságú varrás.
- Nincs szükség folyasztószerre vagy elektródabevonatra.
- Bármilyen méretű részekkel dolgozzon.
- Lehetőség fémhegesztésre az alkatrészek sérült részeire azok helyreállítása érdekében.
- Nehezen hegeszthető fémek (titán, öntöttvas, alumínium és mások) csatlakoztatása.
- Minimális kibocsátott aeroszolok a többi hegesztési típushoz képest.
- Az „argonba” vágott fém éle ideális geometriájú, nem képződnek rajta oxid- és nitridfilmek.
- Az argon módszer lehetővé teszi vékony fémrétegek csatlakoztatását és speciális hegesztési műveletek elvégzését.
A hátrányok közé tartozik, hogy a fémek argonos hegesztése lassabb, mint más hegesztőgépekkel és -módszerekkel.
Az argonnal végzett munka veszélyt jelent az emberi egészségre.A belélegzett argongáz szédülést okoz, hányingerhez, hányáshoz, eszméletvesztéshez és akár halálhoz is vezethet. Az argonhegesztéssel dolgozók gyakran tapasztalnak fejfájást, fülzúgást, fáradtságot, emésztőrendszeri zavarokat és légzési problémákat.
A hegesztő az aluminózis, egy visszafordíthatatlan tüdőpatológia kialakulásának kockázatával jár, mivel ki van téve az ózon, a radioaktivitás és a nitrogén-oxidok negatív hatásainak.
Az argonhegesztés osztályozása
Az argon hegesztési technológiát az egyes funkcionális elvek szerint osztályozzák:
- Kézi módszer. A pisztoly, az ívpisztoly és az adalék kezelését manuálisan egy hegesztő végzi. Tapasztalata és képzettsége meghatározza a folyamat ütemét és a hegesztési varratok paramétereit.

- Félautomata. A berendezés rendelkezik a töltőhuzal adagolására szolgáló funkcióval. A telepítés huzaladagoló mechanizmussal van felszerelve. A hegesztő csak argon égővel működik, így az egyik keze szabadon marad. Használható munkadarabok megtartására vagy kibontására. A módszer hatékonyabb, mint a kézi, de nagyon fontos a hegesztő képesítése.
- Auto. A huzal betáplálása és a kocsi mozgatása a fáklyával automatikusan, dolgozó részvétele nélkül történik. Előnye a sima, jó minőségű varratok. A kezelő feladata a paraméterek ellenőrzése és helyes beállítása - a szükséges behatolás mélysége, a kocsi optimális mozgási sebessége stb.

Ezenkívül az argonhegesztést a tényleges folyamat különbözteti meg – hogy használnak-e töltőhuzalt vagy sem.
Adalékanyag nélkül vékony fémet (legfeljebb 2 mm-ig) hegeszthet szoros nyomással - a varrás mentén nem lehet hézag. Ezután a széleket elektródával megolvasztják, és ez a fém elegendő a munkadarabok összekapcsolásához.Az eredmény egy tömített, vékony, sima, tükörszerű varrás, „pikkelyek” nélkül.
A töltőhuzallal tovább tart a főzés. A varrat típusa „pikkelyes”, és a pikkelyrétegek száma közvetlenül függ az adalékanyag hegesztőmedencébe való bejuttatásának ritmusától. Az akár 5 mm széles részek közötti hézagokat és hézagokat kiváló minőségben megolvasztják, a domborulatokat pedig hornyokká olvasztják. A töltőanyag módszert 3 mm vastagságú fémek argonhegesztésére használják.
Nem sokkal ezelőtt egy másik innovatív argon ívhegesztési technológia jelent meg - a robot. Sajátossága, hogy az alkatrészek hegesztését szállítószalagokon robotkomplexumok végzik. A módszert magas termelékenység és alacsony munkaköltség jellemzi.

Hátránya az egyedi berendezések jelentős költsége, a magasan képzett szakemberek sürgős bevonása a karbantartásra, a szoftvertámogatásra és a robotkomponensek finomhangolására. A technológiát nagy gyártási mennyiségekre tervezték.
Argon hegesztés - milyen eszközökre és felszerelésekre van szüksége
Az argon ívhegesztéshez használt berendezések és tartozékok 3 csoportra oszthatók.
Az első tartalmazza speciális eszközök, amelyek egy meghatározott műveletet hajtanak végre. Az ilyen eszközökkel végzett argonhegesztést nagyméretű, folyamatos gyártású nagyvállalatokban használják.
Második – speciális berendezések, amelyek egy adott kategória részeinek szűk körét érintő műveletekhez vannak konfigurálva.
Harmadik – univerzális gépek, többféle művelethez és anyaghoz használhatók. Ez a kereskedelemben gyártott készülékek legnépszerűbb csoportja.Nemcsak ipari célokra használják őket széles körben, hanem nagy keresletre van szükség a kézműves és „garázsos” kézművesek körében.
Berendezéskészlet univerzális argonhegesztéshez:
- munkaruházat, munkavédelmi lábbeli, egyéni védőfelszerelés;
- egység nem fogyó elektródával történő munkavégzéshez;
- wolfram nem fogyasztható elektródák;
- töltőhuzal;
- nagynyomású tömlők;
- gázpalack;
- gáz reduktor;
- segédeszköz.
Gázpalackban sűrített formában van gáz - argon. A palackokat különféle gázokhoz használják. Annak érdekében, hogy ne tévessze össze a különböző tartalmú, azonos tartályokat, a hengereket megjelölik. Tehát nyers argont pumpálnak egy fekete hengerbe, fehér felirattal és fehér csíkkal. Műszaki argon - szintén fekete hengerben, de a felirat kék, a csík kék. A tiszta argont szürke henger jelzi, zöld felirattal és csíkkal. A hengerekre egyéb speciális műszaki adatok is rá vannak nyomva.
Minden reduktor a saját gázához van kialakítva. A reduktor színének meg kell egyeznie a gázpalack színével. Olcsó lehetőségként használhat „fekete” szén-dioxid-csökkentőt. De leggyakrabban egy rotaméterrel ellátott reduktort argon alá szerelnek be.
Argonhoz nagynyomású oxigéntömlőket használnak minőségük és megbízhatóságuk miatt. A belső átmérő 9 és 18 mm között változik. Tehát a megfelelő kiválasztása nem lesz nehéz.
Az argonhegesztés áramforrását a munka során elvégzendő célok és feladatok alapján választjuk ki.
A volfrámelektródákat úgy tervezték, hogy meggyújtsák és fenntartsák az ívet. Megfelelő jelölésekkel rendelkeznek, amelyek jellemzik tulajdonságaikat és speciális szennyeződések jelenlétét.
Segédanyagokra van szükség a fém hegesztéshez való előkészítéséhez, például köszörűre, különféle fémkefékre.
Biztonsági megfelelőség
Az argon, mint minden más hegesztési módszer, szigorúan be kell tartani a biztonsági előírásokat. Többnyire egyszerűek, de megvalósításuk nemcsak az egészséget, hanem az életet is megmentheti.
A munkát speciális helyiségekben vagy fülkékben kell megszervezni. Ahol ezek a feltételek nem valósíthatók meg, ott az argonhegesztési munkák helyét paravánokkal kell elkeríteni. Rétegelt lemezből készült panelek, tűzálló kompozícióval festve, amely cink-oxidot is tartalmaz, amely elnyeli az ultraibolya sugarakat. Egy ilyen kerítés magassága nem lehet kevesebb 2 m-nél.
Az argon hegesztő berendezés a technológiai méretek betartásával sík területen kerül telepítésre. A hegesztő munkahelyét elszívó és befúvó szellőzéssel kell ellátni. A kipufogó panelek nagyon hatékonyak. Vízszintesen vagy ferdén helyezkednek el úgy, hogy az ívből származó szennyezett levegőt lefelé vagy a hegesztőgéptől elszívják. Ez megakadályozza a káros anyagok bejutását a dolgozó légzőrendszerébe.
Mit kell tennie, mielőtt elkezdi:
- Vizsgálja meg és győződjön meg arról, hogy a hegesztő speciális ruházata, cipője és védőfelszerelése jó állapotban van, tiszta, és nincs-e átitatva olajjal vagy más gyúlékony anyaggal.
- Az overall felvételekor rögzítse az összes gombot, kösse be a szalagokat, és fűzze be a cipőt.
- A kabátot és a nadrágot felbontva kell viselni, a zsebeket fülekkel kell zárni, a hajat a fejdísz alá kell bebújtatni.
- Ellenőrizze a munkahelyet, a világítást, a motorháztetőt.
- Távolítsa el a felesleges munkadarabokat, a felesleges tárgyakat és a gyúlékony anyagokat.
- Vizsgálja meg a berendezést.Megbízhatóan földelni kell, a nagyfeszültségű érintkezők védettek és zártak, a vezetékek épsége nem sérül.
- Győződjön meg arról, hogy a mérő- és jelzőberendezések, valamint a berendezések reteszelő berendezései működnek.
- Ne kezdje el a munkát, amíg a feltárt hiányosságokat teljesen meg nem szünteti.

Az argonhegesztés helyes használata lépésről lépésre
Hegesztés előtt a munkadarabot alaposan meg kell tisztítani a szennyeződéstől, a gépolajtól és a zsírlerakódásoktól. Ezt bármilyen oldószerrel meg lehet tenni. Ha a hegesztett részek vastagsága meghaladja a 4 mm-t, élvágásra van szükség, és az argonhegesztést csak ütközéstől-tompig végezzük.
Az oxidfilmek megsemmisítésére a kötést fémkefével kezelik. Egy összetett geometriájú csatlakozást sarokcsiszolóval tisztítanak meg.
A nedvesség eltávolítása érdekében a munkadarabokat 150 fokra kell melegíteni. Az átégés elkerülése érdekében réz- vagy acéllemezeket helyeznek vékony fém alá, hogy eltávolítsák a hőt.
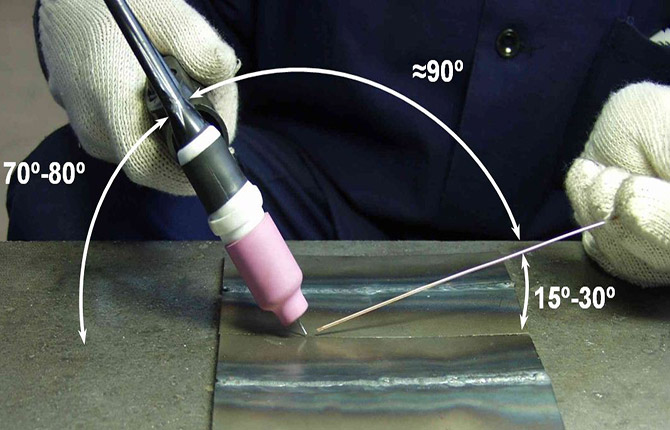
Az adalékanyag kizárólag az égő előtt, a hegesztendő varrat mentén mozog.
Rövid idővel (5-7 másodperc) az ív meggyújtása előtt az inert gázellátás bekapcsol. A hegesztés befejezése után ismét ugyanannyi időt kell várnia, mielőtt elzárja a gázt.
Műveletek sorrendje argon ívhegesztéssel:
- Kapcsolja be a berendezést.
- Csatlakoztassa a földelő vezetéket a hegesztőasztalhoz vagy a munkadarabhoz.
- Nyissa ki a gázpalack szelepét.
- Vigye közelebb az argonpisztolyt a hegesztendő részhez úgy, hogy az elektródától való távolság 3-5 mm legyen.
- Vegyen fel védőmaszkot, és kapcsolja be a tápfeszültséget.
- Tartsa a kapott hegesztési ívet a csatlakozás kezdeti szélén, amíg egy olvadt fém tócsa nem képződik.
- Körkörös, sima manipulációkkal érje el az oldalak széleinek megolvadását.
- Tartson 45 fokos szöget az égő és a felület között.
- Lassan és óvatosan mozgassa a fáklyát a tűvel előre, és vezesse be a töltőhuzalt a fáklyába.
- A hegesztés végén csökkentse az áramerősséget, hogy kitöltse a krátert.
Az argonhegesztés jövedelmező innovatív módszer a termékek helyreállítására. A hegesztési és helyreállítási munkák költsége lényegesen alacsonyabb, mint egy új alkatrész gyártása. Egy felújított termék nagyon sokáig eltarthat.
Használtál már valaha argon hegesztést? Mondja el nekünk azokat a jellemzőket, amelyek segítenek gyorsabban elsajátítani a készségeket. Hagyja megjegyzését, ossza meg a cikket a közösségi hálózatokon, adja hozzá a könyvjelzőkhöz.




Hogyan főzzek argonhegesztéssel a szabadban szeles időben?
Nem fog tudni úgy hegeszteni, mint egy műhelyben – a szél elfújja a védőgázt, és nyitva hagyja a hegesztőmedencét a külső hatásoknak. Védje meg a hegesztési területet egy vaslappal. Ha nincs kéznél semmi megfelelő, blokkolja a szelet úgy, hogy arra az oldalra áll, ahonnan fúj.
Mi a teendő, ha a hegesztőmedence sokat buborékol?
Állítsa be az argonellátást a reduktorba. Vagy túl kevés a gáz (a szén távozik a fémből), vagy túl sok.
Hogyan kell helyesen élesíteni a wolframelektródát?
Élesítse meg a rudat egy forgó gyémántkorongon. Hosszabb ideig tart, mint egy hagyományos csiszológép. Helyezze az elektródát a hegyével Öntől a forgó kör végére. 20-30 fokos élezési szöget érjen el. 200-300 A áramerősségű hegesztéshez 60 fokos élezés szükséges.Kényelmesebb 1-1,5 mm vékony fém hegesztése a hegyével, mint egy tűvel - az élezési szög körülbelül 10 fok.